鋼桶新標準宣貫培訓講義(8)
文/楊文亮

——————————
9.2 型式試驗
9.2.1 本標準第7章全部內容為型式檢驗項目。檢驗項目及樣本數、合格判定數見表11。
表11 型式檢驗抽樣數和合格判定數
| 序號 |
檢驗項目 |
樣本數 |
合格判定數 |
不合格判定數 |
1 |
外觀(7.1) |
3 |
0 |
1 |
2 |
尺寸(7.2) |
3 |
0 |
1 |
3 |
氣密試驗(7.3) |
3 |
0 |
1 |
4 |
液壓試驗(7.3) |
3 |
0 |
1 |
5 |
堆碼試驗(7.3) |
3 |
0 |
1 |
6 |
跌落試驗(7.3) |
6 |
0 |
1 |
7 |
封閉器裝配質量(7.4) |
3 |
0 |
1 |
8 |
涂膜附著力(7.5) |
3 |
0 |
1 |
9 |
鋅層厚度(7.5) |
3 |
0 |
1 |
10 |
相容性試驗(7.6) |
首次使用時,按GB 19270-2009 |
0 |
1 |
11 |
內膽衛生安全要求(7.7) |
接觸食品等時,按GB/T 5009.60 |
0 |
1 |
9.2.2 復合桶有下列情況之一時,應進行型式檢驗:
a)新產品投產或老產品轉產的試制定型鑒定;
b)當結構、材料、工藝有較大改變,可能影響產品性能時;
c)正常生產時,每半年進行一次檢驗;
d)產品長期停產后,恢復生產時;
e)出廠檢驗結果與上次型式檢驗結果有較大差異時;
f)國家質量監督機構提出進行型式檢驗的要求時。
——————————
【解讀要點】
(一)型式試驗抽樣方案
抽樣標準規定在產品技術標準或訂貨合同中,應根據該產品的實際需要和實施上的可能選擇試驗項目,并將這些試驗項目歸并,盡可能減少試驗組數,降低試驗樣本的消耗。
本標準將型式試驗所需要檢驗項目組成五個試驗組,共抽取9只桶。
第一試驗組:“取3個樣桶對表中1、2和7、8、9進行檢驗”;
第二試驗組:“然后用此3個樣桶進行氣密試驗”;
第三試驗組:“再用此3個樣桶進行液壓試驗”;
第四試驗組:“余下的6個樣桶,取3個樣桶進行堆碼試驗”;
第五試驗組:“然后用這6個樣桶進行跌落試驗”。
本標準型式試驗的抽樣方案,是根據GB/T 2829的規定確定的,第一組RQL=65,DL=Ⅰ,n=3;第二組至第五組RQL=30,DL=Ⅰ,n=3。GB/T 2828規定原則上按每個試驗組分別規定不合格質量水平,本條按標準的要求規定第一試驗組的質量不合格水平RQL為65、判別水平DL為Ⅰ。第二至第五試驗組的質量不合格水平RQL為30、判別水平DL為Ⅰ。抽樣方案為判別水平Ⅰ的一次抽樣方案。每組抽取樣本量為3。并采用隨機抽樣的方法抽取樣本,對樣本單位進行檢驗。
(二)型式試驗的檢驗時機
鋼桶生產企業遇到本條a、b、c、d規定的情況時,生產廠要調整生產設備和工藝裝配。調整后生產的鋼桶質量能否達到本標準的要求,只有對鋼桶質量進行全面檢驗才能判定鋼桶質量是否符合要求。所以制桶企業遇有本條規定的a、b、d的情況時必須進行型式檢驗。本條c規定按一定周期檢驗該周期內生產過程穩定性是否符合標準的規定,以半年為一個周期。
有時候,在生產實踐中,常常遇到在出廠檢驗的時候,突然發現大量不合格品,產品質量出現波動情況,與上次型式試驗結果產生了較大的差異。這時候,企業會組織各部門對質量波動原因進行排查分析,查到產品質量產生波動的原因后,進行整改。整改有時需要更換原材料、或者更換設備配件或工裝、或者修改工藝參數等。這種情況下,在恢復生產后,必須進行型式試驗,對產品質量進行全面檢查,以確認問題確實得到了解決。
國家質量監督機構可能會定期進行監督檢驗,當產品包裝出口貨物時,商檢部門也會要求進行型式檢驗。有時候用戶也可能對產品質量不放心,要求進行型式試驗。這種情況下的試驗都是非計劃性的,隨時有可能進行。
——————————
9.3 判定原則
9.3.1 出廠檢驗的判定原則:對出廠檢驗項目逐項進行檢驗,其中一項不合格,則判定該樣品不合格。當不合格數大于或等于表10規定的不合格數時,則判定該批產品不合格。
9.3.2 型式檢驗的判定規則:按表11逐項進行檢驗,當不合格數大于或等于表11規定的不合格數時,則判定該項不合格。如一項不合格,則判定該批產品不合格。
9.3.3 不合格批中的復合桶經剔除后,再次提交檢驗,其嚴格程度不變。仍不合格時,判定為不合格品。
——————————
【解讀要點】
(一)出廠檢驗
1、樣本單位的不合格判定
樣本抽取后則對每一個樣本單位(一只鋼桶)按本標準所規定的項目進行檢驗。并對樣本單位的不合格進行分類判定。
當樣本單位有一項(A類)氣密性試驗不合格,則判定樣本單位不合格。
對照表17,B類和C類項目中有四項以上不合格時,則判定該樣本不合格。
2、批不合格判定
每個樣本單位檢驗判定后,再進行批的判定。根據所抽取樣本數按本標準規定(表11),找出樣本數對應的合格判定數和不合格判定數,當所抽取的樣本中不合格品小于或等于不合格判定數,則判定該批鋼桶為合格批。當不合格品數大于或等于不合格判定數,則判定該批鋼桶為不合格批。
對不合格批有兩種處理方法。一種是將不合格批中的不合格品進行修理,修理后再重新提交檢驗。另一種方法是將不合格批中的不合格品剔除后再重新提交檢驗。重新提交的檢驗批仍按本標準的規定進行組批、抽樣、判定。經檢驗仍不合格則判定該批鋼桶不合格。
(二)型式檢驗
第一試驗組的檢驗項目中沒有性能檢驗要求,只有鋼桶的基本要求和質量要求。按表17中的不合格分類,樣本單位中只能出現B類不合格和C類不合格。對于第一試驗組樣本單位不合格的判定與出廠檢驗的判定是一樣的。
第一試驗組抽取3只桶檢驗,如有一只不合格,則判定該批不合格。
第二試驗組至第五試驗組,每組只做一項檢驗。四個組分別做氣密試驗、液壓試驗、跌落試驗和堆碼試驗。按表17的不合格分類,這四項檢驗的不合格為A類不合格。第二至第五組試驗組中樣本單位有一項A類不合格則判定樣本單位不合格。當有一個樣本不合格,則判定該試驗組不合格。有一個試驗組不合格,則判定該批產品型式試驗不合格。
——————————
10 標志、包裝、運輸、儲存及使用
10.1 標志
鋼桶上應壓印標志,內容包括:制造商的名稱或代號、生產日期、鋼板厚度。其中鋼板厚度也可噴印。根據供需雙方商定也可不設標志。
10.2 包裝
包裝采用集裝、托盤或用戶商定的方法。
10.3 運輸
在運輸和裝卸中應避免摔跌、碰撞。
10.4 儲存及使用
不宜在潮濕、有腐蝕氣體環境下及露天堆放,堆碼時底層應放置墊層,儲存溫度40℃以下。灌裝溫度60℃以下。
——————————
【解讀要點】
1、關于標志
根據標準GB 19270-2009的規定,出口包裝鋼桶的代碼,由表示包裝種類的代碼、表示材料性質的代碼及表示包裝類型的代碼組成。包裝種類代碼由阿拉伯數字表示,包裝材料性質代碼由大寫英文字母表示,后接表示包裝類型的阿拉伯數字。例如1A1表示閉口鋼桶,1A2表示開口鋼桶,6HA1表示鋼塑復合桶(其中6表示復合包裝,H表示內膽塑料桶)。
用于運輸危險貨物的鋼桶,依據《國際危規》的要求,必須帶有持久、清晰的標記,表明該鋼桶已經通過設計、檢驗、注冊等相關信息。對于合格的鋼桶,《國際危規》給出了標記方法,如圖17所示。
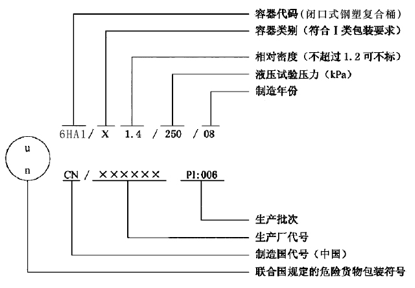
圖17 危險貨物包裝鋼塑復合桶標記實例
代碼及標志說明:
(1)un為聯合國包裝符號。在鋼桶上印刷用小寫,模壓用大寫橫排(UN)。
(2)容器代碼:前面6為復合包裝;H為內膽塑料桶;A為制桶材料為鋼材;后面1為閉口桶,開口桶為2。
(3)容器類型:X為Ⅰ類包裝,Y為Ⅱ類包裝,Z為Ⅲ類包裝。
(4)相對密度:貨物的相對密度值,保留一位小數,第二位均進上位,不四舍五入。
(5)制造國代號:CN代表中國。
(6)生產廠代號:該代號體現該制桶廠所在的行政區域,由國家統一編號。
(7)生產批次:由制桶廠自行編號,不同設計的產品應用不同的編號,危險品包裝桶每個批次最多2000只。
(8)制造年份:鋼桶制造年份的最后兩位數字。
2、關于包裝
對于鋼塑桶的包裝,以前都是無包裝,但近年來,由于運輸過程和裝卸過程的不良,對鋼塑桶表面質量損壞較大。現在用戶對鋼塑桶的表面質量要求越來越高,所以目前多采用桶套對鋼塑桶進行包裝。桶套常用鈣塑瓦楞板制作,套于鋼身外,能有效防止桶與桶之間的相互摩擦而損壞表面涂層。如圖18所示。
圖18 用鈣塑瓦楞板桶制作的桶套
3、關于儲存和使用
鋼塑桶在貯存時多采用橫置,其原因是:內容器塑料桶強度較低,常會因溫度變化等原因產生變形,因為內容器與外鋼桶之間存在有一定的空隙,塑料桶的變形常會向下塌陷,如果鋼塑桶立放,桶口封閉器則受力較大,有時會使封閉器陷入鋼桶內。所以,鋼塑桶一般要求在貯運過程中,應以橫向放置為主。
由于塑料內膽遇熱(超過60℃)容易變形,所以鋼塑復合桶的儲存及使用溫度不宜過高。因為鋼桶容易吸熱,在環境溫度較高的時間,鋼桶表面溫度常常高于環境溫度,我們都體驗過烈日下鋼板表面非常燙,所以標準規定儲存溫度不高于40℃。當環境溫度達到40℃時,鋼桶表面的溫度往往已經超來60℃。灌裝溫度則直接影響內膽溫度,所以也不能超來60℃。
【相關鏈接】
鋼桶新標準宣貫培訓講義(1)
鋼桶新標準宣貫培訓講義(2)
鋼桶新標準宣貫培訓講義(3)
鋼桶新標準宣貫培訓講義(4)
鋼桶新標準宣貫培訓講義(5)
鋼桶新標準宣貫培訓講義(6)
鋼桶新標準宣貫培訓講義(7)
鋼桶新標準宣貫培訓講義(8)

