鋼桶新標準宣貫培訓講義(3)
文/楊文亮

三、國家標準GB/T 325.5解析
新發布的GB/T 325.5《包裝容器 鋼桶 第5部分:200L及以下閉口鋼桶》是以原鋼桶國家標準基礎進行修訂的,并進行了改進,增加了最新的技術和品種。
——————————
1 范圍
GB/T 325的本部分規定了總容量為200L及以下閉口鋼桶的結構和尺寸。
本部分適用于總容量為200L及以下閉口鋼桶的制造。
2 規范性引用文件
下列文件對于本文件的應用是必不可少的。凡是注日期的引用文件,僅注日期的版本適用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB/T 325.1 包裝容器 鋼桶 第1部分:通用技術要求
GB/T 4122.4 包裝術語 第4部分:材料與容器
GB/T 13251 包裝 鋼桶 嵌入式法蘭封閉器
3 術語和定義
符合GB/T 4122.4界定的術語和定義適用于本文件。
——————————
【解讀要點】
新發布的標準中,規范性引用的文件,GB/T 4122.4《包裝術語 材料與容器》是2010年新發布的系列標準,代替了原術語引用的標準GB/T 13040《包裝術語 金屬容器》。其中刪除了很多細節的技術術語,只保留了以下7個術語:
(1)金屬桶:用金屬材料制成的桶狀容器。
(2)鋼桶:用鋼板制成的桶狀包裝容器。
(3)開口鋼桶:頂蓋可拆卸的鋼桶。
(4)閉口鋼桶:頂蓋上帶有注入、排放口和透氣口的鋼桶,其頂蓋和桶底永久固定在桶身上。
(5)鋼桶封閉器:采用螺紋鎖緊封閉、封閉箍等方式,配合其他金屬或合成的材料如合成橡膠零件,確保鋼桶口密封的裝置。
(6)鋼提桶:以薄鋼板為主要材料制成的,加有提手的金屬桶。
(7)鋼塑復合桶:由鋼桶殼和塑料桶膽組合而成的桶。
新標準中刪除了原標準中對于鋼桶原材料鋼板厚度的要求。原標準中鋼桶由厚度分為重型桶、中型桶、次中型桶和輕型桶。隨著科學技術的進步,這種分類方法已顯出不合理的情況。改革開放以來,普通鋼桶由1.25mm厚,發展到目前普通的1.0mm厚,就是技術發展的證明。所以刪掉厚度要求,是對鋼桶生產技術的最大解放。
——————————
4 規格尺寸
閉口鋼桶尺寸標注見圖1、圖2,對應規格尺寸要求見表1。
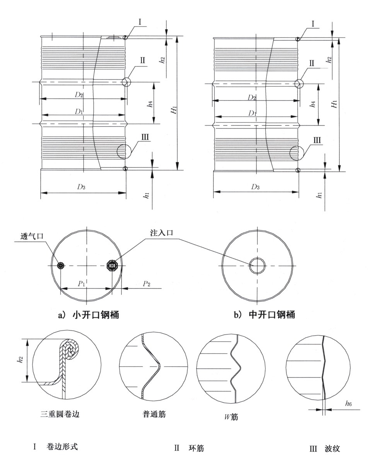
圖1 200L閉口鋼桶
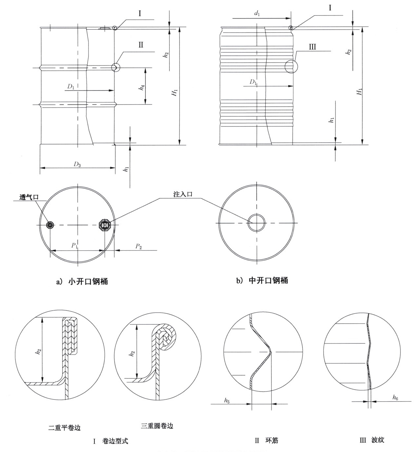
圖2 200L以下閉口鋼桶
表1 閉口鋼桶規格尺寸(mm)
尺寸
符號 |
項目
說明 |
公稱容量 |
200L |
100L |
80L |
50L |
25L |
20L |
D1 |
內徑 |
560±2 |
500±2 |
430±2 |
395±2 |
282±2 |
282±2 |
d1 |
縮頸內徑 |
- |
- |
415±2 |
380±2 |
272±2 |
272±2 |
H1 |
全高 |
885±3 |
600±3 |
650±3 |
480±3 |
480±3 |
400±3 |
D2 |
環筋外徑 |
≤585
(≤575)a |
- |
- |
|
|
|
D3 |
卷封邊緣外徑 |
575±2 |
515±2 |
436±2 |
401±2 |
288±2 |
288±2 |
h1 |
桶底深 |
19±1 |
16±1 |
16±1 |
16±1 |
16±1 |
16±1 |
h2 |
桶蓋深 |
19±1 |
16±1 |
16±1 |
16±1 |
16±1 |
16±1 |
h4 |
環筋間距 |
280±3 |
280±3 |
210±3 |
260±3 |
260±3 |
260±3 |
h5 |
環筋高 |
- |
10±2 |
7±2 |
7±2 |
7±2 |
7±2 |
h6 |
波紋高 |
3±1 |
- |
2±1 |
2±1 |
2±1 |
2±1 |
P1 |
注入口至透氣口中心距離 |
415±2 |
375±2 |
290±2 |
255±2 |
147±2 |
147±2 |
P2 |
注入口中心至桶身外壁距離 |
75±2 |
68±2 |
68±2 |
68±2 |
68±2 |
68±2 |
a 是桶身環筋為“W”筋時的環筋外徑。 |
——————————
【解讀要點】
閉口鋼桶系列比較簡單一些,只規定了200L、100L、80L、50L、25L、20L六種。其中80L和20L兩種也是屬于過渡類型,由于目前市場上還有需求,所以仍然保留著。
關于卷邊型式,200L鋼桶規定為三重圓卷邊,不允許使用二重卷邊,這是科技的進步,也是標準的進步。200L以下鋼桶可以采用三重圓卷邊和二重平卷邊。
200L閉口鋼桶環筋優先選用“W”筋形式,這是原標準沒有的,目前國內基本上都已流行“W”環筋形式,這也是一大進步。
最需要注意的是直徑系列的變化較大,根據國家標準GB/T 13201《圓柱體運輸包裝尺寸系列》的要求,為了滿足國際集裝箱運輸的要求,對原鋼桶直徑系列進行了較大的修訂,其目的也是為了與國際接軌。直徑系列變化如下表所示(表12):
表12 200L及以下閉口鋼桶直徑系列對照(mm)
| 容量 |
鋼桶內徑系列 |
200L |
100L |
80L |
50L |
25L |
20L |
舊標準 |
560±2 |
430±2 |
415±2 |
385±2 |
- |
- |
新標準 |
560±2 |
500±2 |
430±2 |
395±2 |
282±2 |
282±2 |
本標準中增添了200L以下鋼桶的縮頸型式,對于環筋和波紋的設置也比較靈活,根據用戶的需要,可以采用環筋+波紋、只有環筋和只有波紋等桶身型式
——————————
5 材料
5.1 鋼桶材料應符合GB/T 325.1的規定。
5.2 封閉器材料應符合GB/T 13251的規定。
——————————
【解讀要點】
關于鋼桶用鋼板的要求,我們在前面已經進步了詳細說明,這里,我們主要說明一下鋼桶輔助材料的要求。
1、卷邊密封膠
卷邊內使用的卷封填料俗稱密封膠,多采用天然乳膠為基料制成,鋼桶生產時,先噴涂于桶底、頂的邊縫中,涼干后底、頂與桶身卷封,卷封填料充滿于卷邊縫隙中,起著封密作用。封閉器密封件常用的有法蘭中的襯圈和桶塞中的墊圈,常用橡膠制成,根據鋼桶盛裝貨物不同,也有采用其他材料制成的。開口鋼桶封閉器中常采用發泡橡膠或橡膠圈密封。
由于鋼桶盛裝的貨物類型多種多樣,具有不同的化學和物理特性,所以,不可能有一種萬能的密封材料來滿足所有貨物的需要。在特種需要時,密封材料一定要根據貨物的不同需要來選用,否則,可能會因為密封材料與貨物反應,導致密封失效、貨物污染變質等問題。對于常用的密封材料,一般應根據以下要求選用。
(1)卷邊密封填料的選用
一般來說,鋼桶盛裝無特殊要求的貨物時,可選用常規密封膠;當貨物可能會溶解或使常規密封膠失效的貨物,應選用化工專用密封膠;如果貨物衛生要求較高,或密封膠會污染貨物,使貨物變質的,應選用食品專用密封膠。對于所有種類的密封膠來說,由于生產工藝和密封性能的要求,都要滿足一定的物理和化學性質要求,常用密封膠質量要求見表13。
表13 鋼桶密封填料的質量要求
| 質量指標 |
質量要求 |
8210型、8710型 |
BL90型 |
外觀 |
乳白色或為紅色的粘稠液體,沒有明顯的雜質或凝塊 |
產品呈乳白色或有著色的粘稠狀細膩液體,無明顯的雜質 |
總固形物 |
≥40% |
74±4% |
粘度 |
≥100mpa.s |
≥300mpa.s |
開膠膜密度 |
0.90~1.10g/cm3 |
≥1.7g/cm3 |
pH值 |
9.5~12.0 |
10.0±1.0 |
干膠膜化學穩定性 |
K≥0.70,且能產生一定量的體積膨脹 |
K≥0.70,且能產生一定量的體積膨脹 |
衛生標準 |
應符合GB4807標準要求 |
應符合GB4807標準要求 |
消耗定額 |
為200L鋼桶50~60只/公斤 |
為200L鋼桶50~60只/公斤 |
一般密封膠生產企業,均可按用戶的要求,對總固形物、粘度細度等指標進行調整,以滿足制桶廠家的特殊要求。
各種密封膠都具有一定適用范圍,制桶企業可依據實際情況,做浸泡試驗,防止填料不適應內容物的事故發生,以保證鋼桶質量。試驗時,取少量膠涂于玻璃上,待完全干燥后剪成方塊,放在擬盛裝的溶劑中浸泡一周,若膨脹則表示適用,若完全溶解則表示不適用。
(2)使用要求:
a) 密封膠使用前必須攪拌均勻,保證每桶膠粘度一致。攪拌后要加入容器前,用20目過濾網過濾,以免少量凝塊堵槍,影響注膠效果。
b) 涂刷時,刷子應用涼開水洗凈,甩干水分,沾適量封口膠進行涂刷。暫停涂刷時需將刷子清洗,以防凝結,便于下次使用。
c) 手工涂刷和機械噴涂均應進行預涂,常溫下讓其自然干燥1~3小時,成型時再噴涂一次(BL90型除外),以增加保險系數。
d) 若出現膠過稠現象,可加入少量蒸餾水或涼開水(嚴禁加入其他任何溶劑),一般情況下應盡可能避免稀釋,以免造成產品質變。
e) 密封膠不得與空氣長時間接觸,防止陽光直曬并遠離取暖設備,以防凝固。
f) 密封膠最高耐溫可達180℃,超過180℃將發粘焦化,從而影響密封效果。
2、閉口鋼桶密封件
(1)封閉器密封件的選用
密封件的選用:常用的鋼桶密封圈類型及用途見表14所示。
表14 常用密封件的選用
| 密封件類型 |
性能和用途 |
天然橡膠 |
具有良好的彈性、耐寒性、耐磨性優點。機械強度高,適合盛裝水系、醇系、汽車剎車油等貨物。不適合石油系油液、燃料油等。 |
丁腈橡膠 |
耐石油基油、耐碳氫化合物及耐水性能隨丙烯腈的含量增加而提高,但低溫性和透氣性則隨之下降。不適于磷酸酸系油液及含有極性添加劑的油類。 |
三元乙丙膠 |
耐熱、耐寒、耐候性和耐臭氧性優異,適于磷酸酯系油液、水系物質、化學藥品等,不適于礦物性油液。 |
丙烯酸酯 |
耐溫性能比丁腈橡膠高,耐油性好,尤其耐含有極性添加劑的油液。但耐水、耐寒、耐酸堿性差。 |
氟橡膠 |
耐熱、耐油、耐藥品性、耐老化性好。幾乎適于所有的油類物質。但不適于酮、酯類物質,耐寒性差。 |
硅橡膠 |
耐油、耐溶劑、耐氧、耐老化性好,在汽油中幾乎不溶脹,但強度低,抗撕裂、耐磨性差。 |
聚四氟乙烯 |
具有優良的化學穩定性、耐腐蝕性,除熔融金屬鈉和液氟外,能耐其它一切化學藥品,廣泛應用于各種需要抗酸堿和有機溶劑的場合。有密封性、高潤滑不粘性、電絕緣性和良好的抗老化能力、耐溫優異。但彈性不佳,從而影響其密封性能。 |
聚乙烯 |
具有優良的耐低溫性能,化學穩定性好,能耐大多數酸堿的侵蝕,且無臭、無毒,常溫下不溶于一般溶劑,吸水性小,且不發生溶脹;但聚乙烯對于環境應力是很敏感的,耐熱老化性差。彈性小也是它作為密封件的一大缺點。 |
尼龍 |
尼龍具有很高的機械強度,軟化點高,耐熱,耐油,耐弱酸,耐堿和一般溶劑,有自熄性,無毒,無臭,耐候性好。缺點是吸水性大,彈性較小。適用于高溫環境或易發生火災的環境下使用。 |
(2)常用橡膠密封件的質量要求
(a)密封圈的外觀質量要求:密封圈雜質面積不大于1mm2,且不得超過5處;凹凸高度應小于0.8mm,且不多于5處;毛剌高度及寬度不超過0.8mm;積累缺陷不多于8處。
(b)橡膠密封圈物理性能要求如表15所示。
表15 常用橡膠密封圈物理性能要求
| 物理性能 |
性能指標 |
天然橡膠 |
丁腈橡膠 |
三元乙丙膠 |
丙烯酸酯 |
氟橡膠 |
硅橡膠 |
硬度(邵氏A),度 |
35±10 |
65±10 |
70±10 |
65±10 |
70±10 |
65±10 |
拉伸強度,MPa |
≥4 |
≥3 |
≥5 |
≥4 |
≥5 |
≥7 |
斷裂伸長率,% |
≥200 |
斷裂永久變形(70℃,22h),% |
≤50 |
熱空氣老化 |
硬度變化(邵氏A),度 |
0~+15 |
拉伸強度變化率,% |
≤-30 |
斷裂伸長率,% |
≤-50 |
耐液體(1#標準油)體積變化率,% |
-15~+45 |
3、鋼桶內外涂料
制桶行業通過多年的實驗,外表面涂料目前大多采用氨基烘干磁漆。這種油漆基本能滿足標準要求的“附著力強、耐候和耐久性好的材料”規定。對于小批量生產或沒有涂裝設備和烘干設備的企業,也有采用其他油漆的,如醇酸漆和環氧漆等涂料,但效果遠不如氨基烘干漆好。
內表面涂料一般要求與內裝物相適應,不能與貨物反應,使貨物變質或使內涂層失效等。常用的有食品內涂料和化工專用內涂料兩種類型,都有嚴格的要求。
(1)常用氨基烘干磁漆
(a)技術要求:該漆常由特殊結構醇酸樹脂、氨基樹脂與各種耐候性顏料經研磨后加入助劑、溶劑等調制而成。氨基漆烘干后的漆膜顏色鮮艷、光亮、漆膜堅硬、附著力優良、有很好的耐候性及耐化學品性能,可外加催化劑降低烘烤溫度實現低溫快干,有效節省能源消耗。用于鋼桶外涂裝的氨基烘干磁漆一般技術要求如表16所示。
表16 氨基烘干磁漆技術要求
| 項目 |
指標 |
漆膜顏色及外觀 |
符合標準樣板要求,漆膜平整 |
細度,μm |
≤20 |
粘度(涂-4杯),S |
≥80 |
干燥時間(130℃),min |
≤30 |
光澤,60℃表頭 |
≥80 |
硬度(鉛筆法) |
≥H |
沖擊強度 |
≥40 |
附著力,級 |
≤2 |
柔韌性,mm |
≤2 |
耐水性(40℃,24h) |
不起泡允許輕微變化2h恢復 |
(b)涂裝工藝要求:
? 涂裝前應對鋼桶表面除油、除銹酸洗、磷化等工序處理;
? 使用前應將油漆充分攪拌均勻,并用120目銅絲布或絲絹濾布過濾,除去機械雜質;
? 一般要求采用噴涂生產,也可采用靜電噴涂。
? 配套稀釋劑:專用氨基漆稀釋劑。
? 噴涂粘度:18~24s(涂-4粘度計);
? 干燥條件:噴完后放置于清潔、無塵的環境5min左右流平,再進行烘烤。
? 烘烤溫度:130℃/30min。當在油漆中加入0.2%催化劑時,也可將烘道溫度將至115℃/30min,或采用130℃/15min。
(c)涂裝生產注意事項:
? 噴涂環境要求通風、無塵,應配備專用噴漆房,確保噴涂質量。
? 空氣壓縮機應配備油水分離器,使壓縮空氣無油無水。
? 油漆應存放于干燥陰涼處,遠離火源。
? 工作時加強通風,操作者應通過專業培訓,嚴格遵守操作規程。
(2)常用內表面涂料
(a)常用鋼桶內涂料類型及用途:
目前國內常用的鋼桶內涂料類型及用途見表17所示。
表17 常用鋼桶內涂料類型及用途
| 涂料類型 |
顏色 |
用途 |
360(PVB涂料) |
各色 |
原涂料無色透明,適用于食品,化學品,耐油脂,耐寒 |
361(PPH涂料) |
淺黃透明 |
耐化學品,耐油脂,耐溶劑,耐弱酸堿 |
362(PHP涂料) |
棕色透明 |
耐化學品,耐鹽酸和有機酸,耐溶劑 |
400(PAA涂料) |
無色透明 |
此為水溶性涂料,適用于食品及防腐、防銹、防氧化 |
620(EPA涂料) |
無色透明 |
適用于食品,藥品,耐化學品,耐油脂,耐溶劑,耐鹽霧,耐酸堿 |
622(EPR涂料) |
米黃色 |
適用于食品,藥品,耐化學品,耐油脂,耐溶劑,耐鹽霧,耐酸堿 |
891(PU涂料) |
無色透明 |
此為常溫固化涂料,適用于防銹、防水、防氧化、耐化學、耐油脂、耐溶劑 |
ZFT-1(PVF涂料) |
灰色 |
適用于油類、酯類等 |
ZFT-2(PVF涂料) |
綠色 |
適用于化工、農藥產品等 |
ZFT-8(PVF涂料) |
奶黃色 |
適用于食品等 |
SP-1 |
稻黃色 |
適用于食品等 |
PPG 2088 |
奶黃色 |
適用于多種用途 |
(b)常用食品內涂料的性能要求
以SP-1食品專用內涂為例,它是由特殊結構樹脂、耐強酸顏料及助劑經研磨、調配而成的,產品應符合國家食品衛生標準,用于出口鋼桶包裝時,要通過美國FDA認證。該涂料漆膜光亮、堅硬顏色符合人們對食品色的習慣,在鋼桶內壁上附著力優良、有良好的耐化學品性能,能持續耐檸檬酸等常見食品酸類,可以長期直接接觸食品。其衛生指標如表17所示。
表17 食品用內涂料的衛生指標
| 要求 |
指標要求 |
指標 |
在120華氏度下在蒸餾水里24h提取物 |
18mg/in2 |
Max<0.1mg/in2 |
在150華氏度下在8%的酒精中2h提取物0.1mg/in2 |
18mg/in2 |
Max<0.1mg/in2 |
在70華氏度下正庚溶液中30min提取物0.1mg/in2 |
18mg/in2 |
Max<0.1mg/in2 |
該食品用內涂料涂裝時,應注意以下事項:
? 涂裝前應對鋼桶內壁表面除油、除銹、酸洗、磷化等工序處理;
? 使用前應將涂料充分攪拌均勻,并用120目銅絲布絲絹濾布過濾,除去機械雜質;
? 涂裝以噴涂為主,也可采用靜電噴涂;
? 配套稀料:食品涂料專用稀釋劑;
? 噴涂粘度:15~25s(涂-4粘度計);
? 干燥條件:噴完后放置于清潔、無塵的環境里10min左右,再烘烤。
? 烘烤溫度:150℃以上,30min。
(3)新型環保水性涂料
因為近年來環境保護的呼聲越來越大,采用溶劑型涂料的企業,已開始逐漸轉向環保涂料的應用,其中最引人注目的是水性涂料。多數制桶企業的人認為,水性涂料將是制桶行業涂裝發展的方向。
(a)鋼桶水性涂料的特點
由于水性漆產品組成中采用水性樹脂、水性助溶劑,所以具備了不燃不爆、環保安全的特點;其成膜物同樣是常規環氧、丙烯酸、聚酯類成膜物,故此涂膜的防腐防銹性能與行業熟悉的油漆沒有差別。
在產品應用的安全、環保方面,水性漆的卓越優勢也很明顯:
? 稀釋成本低:產品應用過程中,用水來稀釋調節粘度,徹底消除了有機溶劑有毒、易燃的隱患,同時節省了大量的稀釋成本。
? 產品應用無潛在風險:在涂料的涂裝、干燥這二個環節上,都存在有害物質高度擴散,油漆明顯存在兩大隱患:涂裝施工人員無法回避有毒溶劑高揮發環境而容易導致中毒;可燃揮發物與空氣的混合氣體,達到一定濃度,遇明火或火花極易爆燃,這兩種狀況的發生會給應用企業帶來極大的風險,而水性漆揮發的主要是水分,上述兩大隱患自然就不存在了。
? 節能減排利己利民:由于采用水性材料,其排放物質為無害物質,水性漆沒有油漆那樣的刺激氣味,從而有效改善了應用環境。從企業的穩定用工到減排指標等諸多方面為應用企業提供了非常有價值的條件。
? 水性漆的充分回收再利用:鋼桶的涂裝方式以噴涂為主,其利用率較低,很大比例隨排風排放,造成浪費和污染。水性漆可通過附加簡單回收裝置實現充分的再利用,且回收利用成本極低。
(b)水性涂料的涂裝工藝要求
水性涂料不同于油性漆,對施工條件要求比較特殊,所以今年年初,我們組織行業相關專家制訂了一個《鋼桶水性涂涂裝工藝標準》,對水性涂料的施工方法進行了統一。其主要內容如下:
? 施工環境溫度為5~40℃,最佳施工溫度為20~26℃。相對溫度為30%~80%,最佳相對濕度為40%~60%。
? 噴涂前必須去除鋼桶表面的油污、鐵銹、氧化皮、腐蝕物、焊渣、雜質等。要求采用適當的表面處理工藝對鋼桶表面進行涂裝前處理。
? 涂料的調配要嚴格按照涂料生產廠家提出的配比進行調漆。調配涂料應使用去離子水或蒸餾水,且水的電導率不得大于20μs/cm。涂料使用前須充分攪拌,攪拌均勻后用200目濾網進行過濾,攪拌速度不得超過200轉/分鐘。
? 建議用高壓無氣噴涂方式進行噴涂,高壓無氣噴涂時出口壓力應為6~12MPa。噴涂時桶身溫度應不低于30℃(雙色噴涂不低于70℃),不高于90℃。
? 烘烤前,必須進行不少于1分鐘的流平時間。烘烤時,宜采用兩段式或三段式烘烤工藝,第一階段烘烤溫度不得大于100℃,時間3分鐘;第二階段和第三階段烘烤溫度為150~170℃,時間不少于15分鐘。
? 水性漆貯存和運輸溫度要控制在5~30℃,應存放在陰涼、通風處,避免陽光直射,貯存期為6個月。
——————————
6 結構
6.1 鋼桶結構符合GB/T 325.1的規定,見圖1、圖2。
6.2 桶身宜通過漲筋或軋制環筋、波紋增加強度,如圖1所示。
6.3 封閉器裝在桶蓋上的位置如圖1、圖2所示。封閉器應符合GB/T 13251規定。
——————————
【解讀要點】
新標準對鋼桶結構的要求,做了非常大的簡化,原舊標準中列出的很多要求,只簡化到以上三條,給企業最大的發揮空間,給用戶更多的選擇。只要滿足鋼桶主要尺寸和性能要求,其它似乎都不重要了。抓住了重點,就是抓住了根本。
所以這里,我們也不用作更詳細的介紹。
【相關鏈接】
鋼桶新標準宣貫培訓講義(1)
鋼桶新標準宣貫培訓講義(2)
鋼桶新標準宣貫培訓講義(3)
鋼桶新標準宣貫培訓講義(4)
鋼桶新標準宣貫培訓講義(5)
鋼桶新標準宣貫培訓講義(6)
鋼桶新標準宣貫培訓講義(7)
鋼桶新標準宣貫培訓講義(8)

