鋼桶新標準宣貫培訓講義(7)
文/楊文亮

——————————
8.7 表面保護層質量
8.7.1 涂膜附著力按GB/T 9286的規定進行。
8.7.2 鋅層厚度按GB/T 4956的規定執行。
——————————
【解讀要點】
標準中規定的附著力測量方法是劃格法,這種方法在鋼桶行業已延用了多年,大家都已熟悉,這里不再多述。
這里我們重點說明一下采用鍍鋅原板生產的外鋼桶或電鍍鋅鋼桶,其鋅層厚度的測量方法。
本標準試驗采用磁性測厚的方法測量鋼桶表面的鋅層厚度。
(一)試驗原理
磁性測厚儀測量永久磁鐵和基體金屬之間的磁引力,該磁引力受到覆蓋層存在的影響;或者測量穿過覆蓋層與基體金屬的磁通路的磁阻。
(二)儀器的校準
每臺儀器在使用前,都應按制造商說明用一些適當的校準片進行校準;或采用比較法進行校準,即從這些標準片中選出一種對其進行磁性法測厚,同時對其采用涉及該特定覆蓋層的有關國家標準所規定的方法測厚,然后將測得的數據進行比較。對于不能校準的儀器,其與名義值的偏差應通過與校準標準片的比較來確定,而且所有的測量都要將這個偏差考慮進去。
標準片一般采用有覆蓋層的標準片,他是由基體金屬以及基體金屬牢固結合的厚度已知而且均勻的覆蓋層組成。標準片的校準,可將從無覆蓋層的樣準標準片的基體金屬上得到的讀數與從無覆蓋層的試樣上得到的讀數作比較,以確認校準標準片的適用性。
(三)測量程序
遵照制造商的說明去操作每臺儀器。在每次儀器投入使用時,以及在使用中每隔一定時間,都要在測量現場對儀器的校準進行核對,以保證儀器的性能正常。測量時,不要在靠近焊縫、卷邊邊緣、彎曲的波紋和環筋等處進行測量;也盡量不要在圓弧形的桶身上進行測量。由于儀器的正常波動性,因而有必要在每一測量面內取多個讀數。覆蓋層厚度的局部差異可能也要求在參比面內進行多次測量。
在測量前,應除去試樣表面上的任何外來物質,如灰塵、油脂和腐蝕產物等;但不能除去任何覆蓋層材料(鋅層)。在測量時,應避開存在難于除去的明顯缺陷,如焊接縫、氧化物等部位。
測量的結果可能取決于操作者的技巧。例如,施加在測頭上的壓力或在磁體上施加平衡力的速率將會因人而異。應由實施測量的同一操作者來對儀器作校準,或使用恒定壓力測頭,這些措施能減少或最大限度地降低這類影響。在某些場合,若不采用恒定壓力測頭,則極力推薦使用測量架。
如圖15為涂層厚度測量實例。

圖15 涂層厚度測量實例
——————————
8.8 相容性試驗
按GB 19270-2009的規定進行。
8.9 衛生安全檢測
按GB/T 5009.60的規定進行。
——————————
【解讀要點】
相容性試驗前面已經說明過,這里主要說明衛安全性能的檢驗。
該標準對盛裝食品的鋼塑復合桶的衛生性能檢驗提出了嚴格的要求,并且成為“一票否決”的檢驗項目,可見其重要性。我們在這里對鋼塑復合桶衛生性能試驗方法進行一些比較詳細的解讀。鋼塑復合桶內容器的衛生性能試驗方法應根據GB/T 5009.60的規定進行。
食品包裝用鋼塑復合桶聚乙烯塑料內容器衛生標準的分析試驗方法如下:
(一)試樣的準備
1、取樣方法
每批按0.1%取試樣,小批時取樣數不少于10只。其中半數供化驗用,另半數保存兩個月,以備作仲裁分析用,分別注明產品名稱,批號、取樣日期。試樣洗凈備用。
2、浸泡條件
① 水:60℃,浸泡2h。
② 乙酸(4%):60℃,浸泡2h。
③ 乙醇(65%):室溫,浸泡2h。
④正已烷:室溫,浸泡2h。
(二)高錳酸鉀消耗量試驗
1、試驗原理
試樣經用浸泡液浸泡后,測定其高錳酸鉀消耗量,表示可溶出有機物質的含量。
2、試劑
① 硫酸(1+2)。
② 高錳酸鉀標準滴定溶液[c(1/5KMnO4)=0.01mol/L]。
③ 草酸標準滴定溶液[c(1/2H2C2O4·2H2O)=0.01mol/L]。
3、試驗步驟
① 錐形瓶的處理:取100mL水,放入250mL錐形瓶中,加入5mL硫酸(1+2)、5mL高錳酸鉀溶液,煮沸5min,倒去,用水沖洗備用。
② 滴定:準確吸取100mL水浸泡液(有殘渣則需過濾)于上述處理過的250mL錐形瓶中,加5mL硫酸(1+2)及10mL高錳酸鉀滴定溶液(0.01mol/L),再加玻璃珠2粒,準確煮沸5min后,趁熱加入10mL草酸標準滴定溶液(0.01mol/L),再以高錳酸鉀標準滴定溶液(0.01mol/L)滴定至微紅色,記取二次高錳酸鉀溶液滴定量。
另取100mL水,按上法同樣做試劑空白試驗。
4、結果計算
見下式:
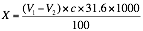
式中:
X——試樣中高錳酸鉀消耗量,單位為毫克每升(mg/L);
V1——試樣浸泡液滴定時消耗高錳酸鉀溶液的體積,單位為毫升(mL);
V2——試劑空白滴定時消耗高錳酸鉀溶液的體積,單位為毫升(mL);
c——高錳酸鉀標準滴定溶液的實際濃度,單位為摩爾每升(mol/L);
31.6——與1.0mL的高錳酸鉀標準滴定溶液[c(1/5KMnO4)=0.001mol/L]相當的高錳酸鉀的質量,單位為毫克(mg)。
計算結果保留三位有效數字。
5、精密度
在重復性條件下獲得的兩次獨立測定結果的絕對差值不得超過算術平均值的10%。
(三)蒸發殘渣試驗
1、試驗原理
試樣經用各種溶液浸泡后,蒸發殘渣即表示在不同浸泡液中的溶出量。四種溶液為模擬接觸水、酸、酒、油等性質食品的情況。
2、試驗步驟
取各浸泡液200mL,分次置于預先在100℃±5℃干燥至恒量的50mL玻璃蒸發皿或恒量過的小瓶濃縮器(為回收正已烷用)中,在水浴上蒸干,于100℃±5℃干燥2h,在干燥器中冷卻0.5h后稱量,再于100℃±5℃干燥1h,取出,在干燥器中冷卻0.5h,稱量。
同時進行空白試驗。
3、結果計算
見下式:
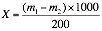
式中:
X——試樣浸泡液(不同浸泡液)蒸發殘渣,單位為毫克每升(mg/L);
m1——試樣浸泡液蒸發殘渣質量,單位為毫克(mg);
m1——空白浸泡液的質量,單位為毫克(mg)。
計算結果保留三位有效數字。
4、精密度
在重復條件下獲得的兩次獨立測定結果的絕對值不得超過算術平均值的10%。
(四)重金屬試驗
1、試驗原理
浸泡液中重金屬(以鉛計)與硫化鈉作用,在酸性溶液中形成黃棕色硫化鉛,與標準比較不得更深,即表示重金屬含量符合標準。
2、試劑
① 硫化鈉溶液:稱取5g硫化鈉,溶于10mL水和30mL甘油的混合液中,或將30mL水和90mL甘油混合后分成二等份,一份加5g氫氧化鈉溶解后通入硫化氯氣體(硫化鐵加稀鹽酸)使溶液飽和后,將另一份水和甘油混合液倒入,混合均勻后裝入瓶中,密閉保存。
② 鉛標準溶液:準確稱取0.1598g硝酸鉛,溶于10mL硝酸(10%)中,移入1000mL容量瓶內,加水稀釋至刻度。此溶液每毫升相當于100μg鉛。
③ 鉛標準使用液:吸取10mL鉛標準溶液,置于100mL容量瓶中,加水稀釋至刻度。此溶液每毫升相當于10μg鉛。
3、試驗步驟
吸取20mL乙酸(4%)浸泡液于50mL比色管中,加水至刻度。另取2mL鉛標準使用液于50mL比色管中,加20mL乙酸(4%)溶液,加水至刻度混勻,兩液中各加硫化鈉溶液2滴,混勻后,放置5min,以白色為背景,從上方或側面觀察,試樣呈色不能比標準溶液更深。
結果的表述:呈色大于標準管試樣,重金屬[以鉛(Pb)計]報告值>1。
(五)脫色試驗
取洗凈待測容器一個,用沾有冷餐油、乙醇(65%)的棉花,在接觸食品部位的小面積內,用力往返擦拭100次,棉花上不得染有顏色。
四種浸泡液也不得染有顏色。
——————————
9 檢驗規則
9.1 出廠檢驗
9.1.1 產品交貨應按批檢驗,同一規格、同批原料的每一交貨批為一批。
9.1.2 出廠檢驗項目為7.1、7.2、7.3中氣密試驗、7.4。采用GB/T 2828.1正常檢查一次抽樣方案,其檢驗水平為特殊檢驗水平S-2,接收質量水平(AQL)為4.0,抽樣數和合格判定數見表10。
表10 出廠檢驗抽樣數和合格判定數
| 批量 |
正常一次抽樣,檢驗水平為S-2,接收質量水平(AQL)為4.0 |
樣本數 |
合格判定數 |
不合格判定數 |
1200及以下 |
3 |
0 |
1 |
1201及以上 |
13 |
1 |
2 |
——————————
【解讀要點】
(一)出廠檢驗和型式檢驗
型式檢驗,也稱為例行檢驗,是根據產品技術標準或設計文件要求,或產品試驗大綱要求,對產品的各項質量指標進行全面試驗和檢驗,以評定產品的質量是否全部符合標準和達到設計要求,并對產品的可靠性、安全性、外觀等進行數據分析和綜合評價。對于批量生產的產品,為檢查其質量穩定性,往往要進行定期抽檢,通常稱為型式檢驗。
出廠檢驗是對正式生產的產品在出廠時必須進行的最終檢驗,用以評定已通過型式檢驗的產品在出廠時是否具有型式檢驗中確認的質量,是否達到良好的質量特性的要求。產品經出廠檢驗合格,才能作為合格品交付。
一般情況下,型式檢驗只有在周期檢驗和試驗或產品設計定型和生產定型時才進行全面檢驗和試驗;而出廠檢驗,是在出廠交付用戶時進行的檢驗,只選擇部分項目進行檢驗和試驗。因為型式試驗項目中有一些屬于破壞性試驗,所以不適合做為出廠檢驗項目來對待。另一方面,出廠檢驗往往是全數檢驗,而型式試驗往往只是抽檢。
通俗的解釋是,出廠檢驗就是產品交貨時必須進行的各項試驗。型式試驗就是對產品質量進行全面考核,即對標準中規定的技術要求全部進行檢驗。
(二)出廠檢驗的抽樣方案
判定一批產品是否合格,常用的有兩種方法:
(1)對產品逐個進行檢驗,然后對每個產品作出判斷合格與否的檢驗稱為全數檢驗。
(2)從整批產品中抽出部分產品進行檢驗,通過檢驗這一部分產品的質量情況來判定整批產品質量是否合格,這種方法為抽樣檢驗。
由于鋼桶生產批量大,采用全數檢驗,檢驗人員的勞動強度大,容易使人疲勞,造成檢驗錯判,而有的檢驗項目為破壞性試驗,更不宜全檢。生產廠所規定的全數檢驗是以生產過程檢驗作為最后完工檢驗,有一些項目實際也是抽樣檢驗的。
抽樣方案是指所使用的樣本量和有關批接收準則的組合。本標準采用計數調整型抽樣方法進行出廠檢驗。
抽樣方案主要取決于三個因素,即接收質量限(AQL)、檢驗水平的等級、提交檢查批的批量。 檢驗批、檢驗水平、接收質量限確定后,即可確定樣本大小。樣本大小的確定可根據生產廠的班產量,從標準中表10查看所對應的“批量范圍”。得出批量范圍后,再從該表中查出批量范圍所對應的抽取樣本數。樣本數確定后可采用隨機抽樣方法抽取樣本,檢驗樣本。
1、計數調整型抽樣方法的形成
計數調整型抽樣檢驗是當今國內外應用最廣的一種檢驗方案。具有代表性的計數調整型抽樣方案是美國軍用標準MIL-105D(簡稱105D)。日本在105D的基礎上,制定了日本工業標準,稱為JIS 9015。1974年國際標準化組織(ISO)也在105D的基礎上制定并頒布了ISO 2859國際標準。我國標準GB/T 2828,就是參照國際標準ISO 2859制定的。它適用于連續批的檢驗。
國際標準化組織(ISO)后又對ISO 2859標準作了重大修訂,將該標準作為一個通稱為《計數抽樣檢驗程序》的系列標準的第一部分,即ISO 2589-1按接收質量限(AQL)檢索的逐批檢驗抽樣計劃》,我國于2003年根據該標準發布了與此等同的GB/T 2828.1國家標準。
2、計數調整型抽樣方案的基本特點
所謂調整型抽樣方案,就是在驗收過程中,不是采用固定的一種抽樣方案,而是根據產品質量的變化,輪番地采用正常檢驗、加嚴檢驗和放寬檢驗這三個不同的抽樣方案,通過轉換規則連續組成一個完整的抽樣體系。該方案一個顯著特點,就是檢驗員(或使用方)可以根據已有的歷史資料調整抽樣方案的寬嚴程度。即在一般情況下,采用正常檢驗;經過初次或幾批檢驗結果表明制造者提供的批質量變好時,轉換到放寬檢驗;反之,當批質量變壞時,轉換到加嚴檢驗;如果質量下降到某種規定程度時,就要停止檢驗,直至采取措施,確認質量有明顯好轉后,才能重新開始實行抽樣檢驗。在調整型抽樣方案中,正常檢驗體現了對生產方式的保護,加嚴檢驗體現了對使用方的保護。而放寬檢驗則是對提供優質產品在生產力的一種鼓勵。三種方案轉換如圖16所示。

圖16 調整型抽樣方案相互轉換示意圖
調整型抽樣方案的主要優點在于對產品質量具有較好的辨別能力。通過調整檢驗的寬嚴程度,能鼓勵和促進生產方更好地關心提高產品質量,也為使用方擇優選擇產品提供了科學的依據。此外,還具有抽樣數量少、檢驗費用低等優點。因此被廣泛應用于原材料、工序檢驗、產品成品檢驗。原則上適用于連續批檢驗。
3、計數調整型抽樣檢驗的使用方法
(1)檢驗水平
檢驗水平標志著檢驗量。對于一般的使用,標準GB/T 2828.1給出了Ⅰ、Ⅱ和Ⅲ等3個一般檢驗水平。當要求鑒別力較低時可使用Ⅰ水平,當要求鑒別力較高時可使用Ⅲ水平。在標準中還給出了另外4個特殊檢驗水平S-1、S-2、S-3和S-4,可用于樣本量必須相對地小而且能容許較大抽樣風險的情形。
在些鋼桶標準中,所有檢驗項目均為特殊檢驗水平。對普通項目的檢驗水平規定為S-3,較為寬松;氣密試驗檢驗水平規定為S-1,較為嚴格。因為氣密性是鋼桶最重要的質量指標,如果鋼桶滲漏,將失去使用價值。
在每一檢驗水平下,按照標準規定,應運用轉移規則來要求正常、加嚴和放寬檢驗。檢驗水平的選擇與3種檢驗的嚴格度完全不同。因此,當在正常、加嚴和放寬檢驗間進行轉移時,已規定的檢驗水平應保持不變。
(2)接收質量限
接收質量限(AQL),是指當一個連續系列批被提交驗收抽樣時,可允許的最差過程平均質量水平。接收質量限是以不合格品百分數或每百單位產品不合格數表示的。
當為某個不合格或一組不合格指定一定規定的AQL值時,它表明如果水平(不合格品百分數或每百單位產品不合格數)不大于指定的AQL,抽樣計劃會接收絕大多數的提交批。所提供的抽樣方案是這樣安排的,對給定的AQL,在AQL外的接收概率依賴于樣本數量,一般來講,大樣本的接收概率要高于小樣本的接收概率。
AQL是抽樣計劃的一個參數,不應與描述制造過程操作水平的過程平均相混淆,在這個抽樣系統下,為避免過多的批被拒收,要求過程平均比AQL更好。指定AQL并不意味著供方有權故意供應任何不合格品。
(3)不合格的分類
在實際生產中,為了明確表述鋼桶質量檢驗中的不合格項目,我們會列一個不合格分類表,如表17所示為一個實例。根據抽樣標準對產品質量特性進行不合格分類的要求,表17按鋼桶質量特性對鋼桶檢驗項目進行不合格分類。將鋼桶出現不合格分類分為A類不合格(致命缺陷)、B類不合格(嚴重缺陷)和C類不合格(一般缺陷)。
表17 不合格分類表
| 序號 |
檢驗項目 |
A類不合格 |
B類不合格 |
C類不合格 |
1 |
桶內高 |
|
|
√ |
2 |
桶內徑 |
|
|
√ |
3 |
環筋高 |
|
|
√ |
4 |
環筋間距 |
|
|
√ |
5 |
波紋高 |
|
|
√ |
6 |
桶頂底深 |
|
|
√ |
7 |
注入口中心至透氣口中心距離 |
|
|
√ |
8 |
注入口中心至卷邊內側距離 |
|
|
√ |
9 |
卷管直徑 |
|
|
√ |
10 |
縮徑內徑 |
|
|
√ |
11 |
桶蓋配合外徑 |
|
|
√ |
12 |
桶蓋外徑 |
|
|
√ |
13 |
桶蓋深 |
|
|
√ |
14 |
桶蓋邊深 |
|
|
√ |
15 |
圓整、無毛剌、無鐵舌 |
|
|
√ |
16 |
無機械損傷 |
|
|
√ |
17 |
無銹、無渣 |
|
|
√ |
18 |
漆膜平整、光滑 |
|
|
√ |
19 |
漆膜無起皺、無流淌 |
|
|
√ |
20 |
鋅層無起層、無起泡 |
|
|
√ |
21 |
焊縫 |
|
√ |
|
22 |
漆膜附著力 |
|
√ |
|
23 |
鋅層厚度 |
|
√ |
|
24 |
封閉器互換性 |
|
√ |
|
25 |
氣密試驗 |
√ |
|
|
26 |
液壓試驗 |
√ |
|
|
27 |
跌落試驗 |
√ |
|
|
28 |
堆碼試驗 |
√ |
|
|
——————————
【相關鏈接】
鋼桶新標準宣貫培訓講義(1)
鋼桶新標準宣貫培訓講義(2)
鋼桶新標準宣貫培訓講義(3)
鋼桶新標準宣貫培訓講義(4)
鋼桶新標準宣貫培訓講義(5)
鋼桶新標準宣貫培訓講義(6)
鋼桶新標準宣貫培訓講義(7)
鋼桶新標準宣貫培訓講義(8)

