鋼桶新標準宣貫培訓講義(5)
文/楊文亮

——————————
6.3 復合桶塑料內膽尺寸、允許偏差和結構
復合桶塑料內膽尺寸、允許偏差和結構見表3,結構見圖4。注入口內徑為60.5±2mm,透氣口內徑為25.8±2mm。
表3 復合桶塑料內膽尺寸及允許偏差
| 公稱容量 |
D |
L |
L1 |
S1 |
S2 |
200L |
564±2 |
848±2 |
872±2 |
167.5±2 |
176±2 |
80L |
416±2 |
600±2 |
626±2 |
98±2 |
- |
60L |
366±2 |
590±2 |
618±2 |
100±2 |
- |
50L |
364±2 |
530±2 |
556±2 |
100±2 |
- |
30L |
278±2 |
520±2 |
540±2 |
70±2 |
- |
25L |
300±2 |
356±2 |
382±2 |
80±2 |
- |
20L |
280±2 |
350±2 |
385±2 |
77±2 |
96±2 |
注:其他結構及尺寸可由供需雙方商定。
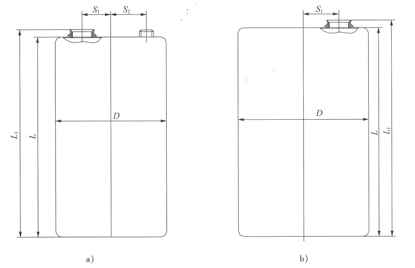
D-外徑;L-內膽高度;L1-內膽全高;S1-注入口到中心的距離;S2-透氣口到中心的距離
圖4 復合桶塑料內膽結構
——————————
【解讀要點】
塑料內膽的結構主要區別在于桶口封閉器的設置數量有位置,一般來說,200L塑料內膽有一個注入口和一個透氣口,再小于200L的塑料內膽,只有一個注入口,沒有透氣口。標準中的20L塑料內膽是個例外,要求在20L小型鋼塑復合桶上設置兩個口的用戶不多。
塑料內膽桶的常見形狀如圖5所示。

圖5 塑料內膽桶的實物形狀
在60L和30L開口式復合桶生產時,由于要將塑料內膽桶連同封閉器全部放入桶內,所以外鋼桶的桶蓋和桶底深度就不宜太深。以60L開口式復合桶為例,外鋼桶的總高度為640mm,內塑料膽桶的總高度為618mm,要將內膽桶全部放入外鋼桶內,其外鋼桶的內高不能超過640-618=22mm,如果鋼桶的桶蓋和桶底深度一樣的話,桶蓋和桶底深度分別不超過10mm。
開口式復合桶與閉口式復合桶的生產工藝過程是不同的。假如采用預涂鋼板生產鋼塑復合桶,閉口式復合桶的桶身生產工藝過程是:開卷下料(沖底蓋)→磨邊→縫焊→扳邊→壓環筋→裝入內膽→卷邊封口→裝配封閉器→檢驗→入庫。開口式復合桶的桶身生產工藝過程是:開卷下料(沖底蓋)→磨邊→縫焊→扳邊→壓環筋→桶底卷邊封口→裝入內膽→裝配桶蓋及桶箍封閉器→檢驗→入庫。
塑料內膽桶是用塑料擠出吹塑中空成型機(如圖6所示)生產的,多數制桶企業都是外購塑料內膽桶。有一些企業本身就有塑料桶生產設備,可以自己組織生產。

圖6 塑料內膽桶生產設備
——————————
7 要求
7.1 基本要求
7.1.1 鋼桶的基本要求、外觀質量應符合GB/T 325.1的規定。
7.1.2 內膽表面光滑,桶口平整,花紋字跡清晰,口蓋配合適宜,無塑化不良、砂眼,其他外觀質量要求見表4。
表4 內膽外觀質量要求
| 序號 |
項目 |
要求 |
1 |
氣泡 |
螺紋、膽體薄弱處不允許有氣泡,其他部位無明顯氣泡。 |
2 |
色差 |
色澤均勻 |
3 |
油污 |
無 |
4 |
擦痕 |
少于表面積的5% |
7.2 規格尺寸
7.2.1 鋼桶。
鋼桶尺寸及偏差應符合表1和表2的規定。
7.2.2 內膽。
7.2.2.1 內膽尺寸及偏差應符合表3的規定。
7.2.2.2 內膽最小壁厚見表5。
表5 內膽最小壁厚
| 內膽規格 |
內膽最小壁厚,mm |
≥100L |
≥0.8 |
<100L |
≥0.6 |
——————————
【解讀要點】
外鋼桶的生產,按照常規鋼桶的生產要求進行就可以了,對鋼塑復合桶來說,外鋼桶沒有特殊的要求,只要尺寸和結構達到要求即可。
從內膽桶的外觀,其實完全可以看出其質量情況,一般要求內膽桶壁無氣泡及影響使用的雜質,內膽桶內部無油污及異物,廢邊修整光滑,零部件無明顯缺損,熔接良好,桶身應圓整,無明顯失圓。
在實際生產中,有些內膽桶供應商,采用的塑料原料中加入了太多的再生料,可能會致內膽桶質量受到嚴重的影響。一般來說,看桶體的色澤是不是透亮,正常應以無色和白色為好,如果顏色較深,則原料肯定不純。另外,桶體在生產中,可能會因多種原因產生變形,但變形量不能過大,變形過大,會給生產帶來麻煩,可能難以與外鋼桶裝配。尤其是桶口部分,變形過大時,封閉器則不能安裝。
內膽桶的厚度,因為生產工藝和設備的原因,一般都不會太均勻的,肯定是有的部位薄有的部位厚,但要求最薄的部位不應低于標準要求。這是最基本的要求。
——————————
7.3 性能要求
性能要求應符合表6的規定。
表6 性能要求
| 序號 |
項目 |
要求 |
1 |
氣密試驗 |
不漏氣 |
2 |
液壓試驗 |
不滲漏 |
3 |
堆碼試驗 |
不應有引起堆碼不穩定的任何變形和破損 |
4 |
跌落試驗 |
內外包裝不應有引起內容物撒漏的任何破損 |
7.4 封閉器裝配質量
符合GB/T 325.1的規定。
7.5 表面保護層質量
符合GB/T 325.1的規定。
——————————
【解讀要點】
鋼塑復合桶的性能要求,是指裝配后的總體性能要求,而不是單指內膽桶或外鋼桶的性能要求,這個要求,基本上是與鋼桶的性能要求是相同的。按照普通鋼桶的性能要求對待就可以了。
封閉器的裝配質量和表面保護層質量,也都與普通鋼桶相同。
鋼桶的性能要求,即鋼桶跌落、堆碼、氣密、液壓四項性能試驗。這四項性能試驗充分證明鋼桶作為包裝容器在運輸、貯存中的使用性能。四項試驗的強度值是鋼桶的主要技術參數。也是考核鋼桶結構強度和質量的主要依據。
性能試驗要求應注意的一些問題:
1、氣密試驗要求
鋼塑復合桶內裝物多是液體,這些內裝物要求復合桶具有良好的密封性。檢驗鋼桶的密封性能是用氣密試驗方法來檢驗。
標準中所示的壓力值是指表壓力、表壓力是不包括大氣壓力在內的壓力,它等于絕對壓力與大氣壓力之差。壓力表所表示的壓力就是表壓力,因為壓力表的零點是從一個大氣壓開始計算的。
2、液壓試驗要求
復合桶內裝物在運輸、裝卸、貯存過程中要承受振動、沖擊和溫升的影響,從而使內裝物產生蒸氣壓力。因此復合桶要具有良好的耐壓性能。一般采用液壓試驗方法檢驗復合桶耐壓性能。液壓試驗所施加的壓力(表壓),應按下述方法確定其中一種壓力:
·不小于在55℃時測定的鋼桶中的總表壓(所裝液體的蒸氣壓加空氣或其他隋性氣體的分壓,減去100kPa)乘以安全系數1.5的值。
·不小于待裝液體有50℃時的蒸氣壓的1.75倍減去100kPa,但最小試驗壓力為100kPa。
·不小于待裝液體在50℃時的蒸氣壓的1.5倍減去100kPa,但最小試驗壓力為100kPa。
·在無法獲得待裝液體的蒸氣壓時,可按標準液壓試驗壓力進行試驗。
大多數企業在進行液壓試驗時,不管用戶盛裝什么貨物,一律采用標準的液壓試驗壓力進行試驗,這是不對的,標準的試驗壓力只是最低要保證的指標,對于一些比較特殊的貨物,應該是不適用的。正確的試驗壓力,應該是按照上述的情況進行計算得到的。如果確實不能從用戶那里了解貨物的性能,最好可以查閱一下《國際海運危險貨物規則》中的“危險貨物一覽表”或者聯合國《關于危險貨物運輸的建議書》“危險貨物品名表”或其它的相關資料,就能了解該危險貨物的物理性能和化學性能。上述規定中所謂的“無法獲得待裝液體的蒸氣壓時”,是為了解決在“危險貨物一覽表”中查不到的數據的可能,這種可能多數情況下是會出現的。
3、堆碼試驗要求
從理論上來講,堆碼試驗時,復合桶內盛裝擬裝貨物,也就是說按照復合桶使用時盛裝的貨物性質進行試驗。因為試驗可能會產生危險,所以要求試驗中復合桶內裝的物質應與實際盛裝的貨物密度相同。另外,還要滿足堆碼高度要求,標準規定,陸運時堆碼高度為3m,海運時堆碼高度為8m。但是要滿足以上條件進行堆碼時,是非常不方便的,還可能造成很大的浪費,所以標準中采取了一種模擬試驗的方法。模擬試驗是將復合桶盛裝貨物后堆碼一定高度的這種狀態,換算到一只復合桶上加壓的重量,這樣試驗能夠達到理論上的試驗要求,最重要的是試驗成本非常低。
堆碼載荷計算公式: 。公式中的M是指單件鋼桶盛裝相應物品后的質量。所以,試驗中的鋼桶應當是已經盛裝了貨物的。
。公式中的M是指單件鋼桶盛裝相應物品后的質量。所以,試驗中的鋼桶應當是已經盛裝了貨物的。
但是在實施過程中,問題也是非常多,我曾見過有的在空桶上加載做試驗,這是完全不符合標準要求的。還有的在計算加載的載荷時,m值只用空鋼桶的重量來計算。所以說,在做堆碼試驗時,一定要注意兩件事:一是桶內必須裝滿與待運貨物密度相同的物質;二是計算加載的載荷時,一定要用裝滿貨物的復合桶毛重來計算。至于用什么東西當做載荷來壓到桶上,各企業可以根據自己的條件來確定,多數企業就是先給復合桶上放一個托盤,然后用鏟車鏟幾箱鋼板原材料來壓在桶上,當然重量是要嚴格稱過的。
5、跌落試驗要求
從理論上講,跌落高度的標準值也是不能夠改變的。試驗時,復合桶內必須盛裝與擬裝貨物密度一樣的物質,只有這樣,才能使試驗結果真實可靠。但是實際試驗中,有時候要找到與擬裝物密度一樣的試驗物不太容易,所以,標準中也采用了模擬試驗的方法。即在試驗的復合桶里盛裝滿密度為1.2g/cm3的試驗物質不變,但將跌落高度換算成相應的高度,能夠達到在標準高度下盛裝原貨物進行試驗的實際效果,這就有了如表3所示的跌落高度換算表。這樣的話,當貨物密度大于1.2g/cm3時,根據這個換算表就能算出相應的跌落高度。例如擬裝貨物的密度為1.4g/cm3,那么當選用Ⅰ級鋼桶盛裝時,其跌落高度按表3計算為:ρ×1.5=1.4×1.5=2.1m。
一般情況下,閉口鋼桶試驗裝液體(水等物質),開口鋼桶裝固體(沙子和木屑的混合物)。有的人只重視內裝貨物的重量,比如擬裝貨物的重量是200kg,試驗時就裝200kg的沙子,這樣試驗是不行的,因為200kg的沙子可能只裝了半桶,因為它的比重與貨物不同。還有的企業,不論用戶裝什么貨物,閉口桶試驗一律用水,開口桶試驗一律用木屑,這也是嚴重的錯誤。所以跌落試驗時,內裝物質一定要配合裝填,必要時可以用沙子與木屑混合,使裝入的體積與擬裝貨物基本相同,否則,試驗結果是無效的。
——————————
7.6 相容性試驗
對首次使用的擬裝液體危險化學品的鋼塑復合桶,應按照GB 19279-2009中7.1.2.4的規定進行6個月以上的相容性試驗。
7.7 衛生安全要求
直接接觸食品、食品添加劑時,內膽應符合GB 9687的規定。
——————————
【解讀要點】
與普通鋼桶不同的,是鋼塑復合桶要求進行相容性試驗,這個試驗主要是針對塑料內膽桶的,因為塑料材料可能會與內裝物產生不相容的可能,比如塑料溶出物可能改變內裝貨物的品質,也可能內裝貨物會與塑料產生化學反應等等,相容性試驗是鋼塑復合桶與普通鋼桶性能要求最大的區別。也就相當于內涂鋼桶的內涂層與內裝貨物的相容性試驗一樣。
在標準GB 19270-2009中7.1.2.4規定:“首次使用塑料桶(罐)、塑料復合容器及有涂鍍層的容器,在試驗前需直接裝入擬運危險貨物貯存六個月以上進行相容性試驗。在貯存期之后,再對樣品進行7.2.1、7.2.2、7.2.3和7.2.4所列的適用試驗。如果所裝的物質可能使塑料桶或罐產生應力裂紋或弱化,則必須在裝滿該物質、或另一種已知對該種塑料至少具有同樣嚴重應力裂紋作用的物質的樣品上面放置一個荷重,此荷生相當于在運輸過程中可能堆放在樣品上的相同數量包件的總質量。堆垛包括試驗樣品有內的最小高度是3m。”
這就是說,相容性試驗可以不用鋼塑復合桶進行,但要用完整的塑料內膽桶進行,而不是以前舊標準中所說的,用塑料內膽桶的碎片進行浸泡試驗。相容性試驗后,如果懷疑貨物可能會與塑料桶反應,使塑料桶的強度受到影響,還要進行堆碼試驗,這個堆碼試驗不同于鋼塑復合桶所作的性能試驗中的堆碼試驗,而是只針對塑料內膽桶進行的堆碼試驗。
關于衛生安全要求,也是針對塑料內膽桶的,要求直接接觸食品、食品添加劑時,內膽應符合GB 9687的規定,這個要求我們在前面已經說明過了。
——————————
8 試驗方法
8.1 外觀和尺寸
尺寸采用通用或專用量具檢測,外觀質量在自然光線下目測。
——————————
【解決要點】
鋼桶的基本尺寸采用通用量具進行檢測,本標準所規定的各種型式的鋼桶結構尺寸大小不一,很難確定具體的檢測量具。但檢驗所用量具的測量能力指數應達到有關規定的要求。企業也可以使用專用量具。
測量桶底、頂深度的量具,一般采用深度尺;測量卷邊尺寸的量具,一般采用游標卡尺;測量桶高、環筋距離、桶口位置尺寸的量具,一般采用直板尺或鋼卷尺;測量鋼桶直徑的可采用直板尺在桶底頂部位測量,也可采用自制的專用卡尺來測量鋼桶的桶身外徑;環筋高度和波紋高度的測量,可用直板尺和深度尺配合測量。
基本尺寸測量時,先把鋼桶放在平板上,按照圖7劃線后測量。內徑D的測量,可先測出鋼桶的外徑,再減去兩個板厚即為內徑。
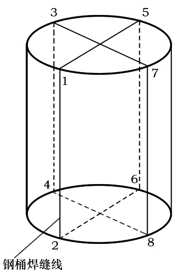
圖7 基本尺寸測量輔助線
鋼塑復合桶的容量大小,取決于塑料內膽桶的容量大小,如果內膽桶變形量較大,可能會影響容量大小不符合要求。塑料內膽桶的形狀常常是不太規則的,不能像鋼桶那樣通過測量就能計算出實際容量,而是要經過實際盛裝來進行測量。一般情況下可通過盛裝滿水后,再將水全部倒出,稱量水的實際體積或質量,由此得出內容器的實際容量。
容量測定是為了明確知道內容器的實際容量是否滿足標準要求,即實際容量應大于公稱容量的5%。例如200L鋼塑桶內容器,實際容量應該最小為200+200×5%=210L,就是說標準要求內容器的實際容量應大于210L。測量后根據式(A1)計算出容量差值△Q應大于5%才是合格的。
內膽桶最薄處壁厚的測量方法:將內膽桶壁上最薄處剖開,用精度為0.02mm的量具進行測量,取3只樣品的最小值。
【相關鏈接】
鋼桶新標準宣貫培訓講義(1)
鋼桶新標準宣貫培訓講義(2)
鋼桶新標準宣貫培訓講義(3)
鋼桶新標準宣貫培訓講義(4)
鋼桶新標準宣貫培訓講義(5)
鋼桶新標準宣貫培訓講義(6)
鋼桶新標準宣貫培訓講義(7)
鋼桶新標準宣貫培訓講義(8)

