鋼桶新標準宣貫培訓講義(6)
文/楊文亮

——————————
8.2 氣密試驗
所有擬盛裝液體的復合桶,均應做氣密試驗。氣密試驗按照GB 19270-2009中7.2.2的規定進行。保持壓力5min,氣密試驗壓力見表7.
表7 氣密試驗壓力
——————————
【解讀要點】
鋼塑復合桶的氣密試驗,應是對塑料內膽桶進行試驗。標準中規定的氣密性試驗是檢驗鋼桶密封性能的一種方法。氣密性試驗是鋼桶生產過程中需要全數檢驗的項目,一般要求漏檢率不超過1‰,在實際試驗中,鋼塑復合桶的氣密試驗目前常見的有標準試驗方法和氦質譜試驗方法兩種。
(一)標準的氣密性試驗方法
1、試驗原理
本試驗是把鋼桶充氣至預定壓力,將其浸沒于水中或涂一薄層規定的液體。通過檢查有無氣泡產生而判定樣品有無滲漏。
2、試驗設備
(1)可提供10kPa~30kPa壓縮空氣的壓力氣源。
(2)壓力表其量程為0kPa~100kPa,分度值為1kPa,精度2級。
(3)U型管。
(4)水槽。
(5)盛裝檢測溶液的器皿和刷涂工具。
3、試驗步驟
(1)試樣制備
進氣孔位置應設置在下列位置之一:①設在封閉器上;②在桶體或桶底上開孔;③設在可替代封閉器并確保密封的專門裝置上。
(2)裝好鋼桶封閉器,任意放置,不得使用任何外加固裝置。
(3)對鋼桶充氣至規定氣壓。
(4)將鋼桶完全浸沒在水槽中,觀察有無氣泡產生或在鋼桶外表面刷涂檢測溶液觀察是否產生氣泡。
(5)試驗持續時間為5min。
(6)應確定氣泡是否為鋼桶外部結構攜帶空氣所產生。
標準的試驗方法一般用于對鋼桶進行型式試驗時進行,因為這種試驗方法效率比較低,不適合生產過程中的試驗。一般鋼桶生產線的生產速度為6~10只/分鐘,而標準的試驗方法要求持續5分鐘,另外要把進氣孔設在封閉器上,試驗過程也比較費時間。如圖8所示為標準試驗方法示意圖。
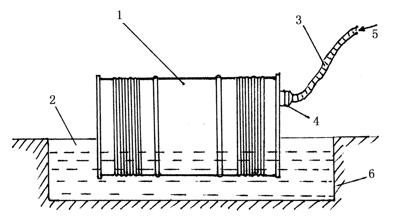
1-鋼桶;2-清水;3-U型輸氣管;4-封閉器;5-壓縮空氣;6-水池
圖8 標準氣密試驗方法
在生產過程中進行的氣密性試驗,多采用常規試驗方法來進行,而標準的試驗方法一般是作為抽樣檢驗來進行的。
(二)氦質譜氣密性試驗方法
近年來國內外采用氦質譜檢漏法對鋼桶進行氣密試驗的應用越來越廣泛。在歐、美、日等發達國家,制桶行業已全面將氦質譜檢漏設備作為制桶生產線的標準配置,用于鋼桶的氣密性檢測。
氦質譜檢漏法是以氦作為對漏孔的探索氣體,以氦質譜儀器檢測漏孔溢出氦氣的一種檢漏方法。它具有反應速度快、檢測精度高、可檢范圍大、無毒無污染、效率高無放射性等優點。
全自動鋼桶氦檢漏設備是一套由自動充氦、真空箱、氦質譜檢漏儀、工件自動傳送和電氣控制等模塊組成的機電一體化裝置。它采用真空箱法對鋼桶進行氦質譜檢漏,將充好氦氣的鋼桶自動送入一個比工件稍大的真空箱中,通過真空泵組對真空箱抽真空后,檢漏儀與真空箱連通,檢測出工件的總體漏率。整個檢測過程以微電腦為中心,采用 PLC控制,并在一個彩色觸摸屏上操作顯示設定各種信息,同時將檢漏儀和真空箱部分有機的結合在一起,無需人工干預。如圖9為氦質譜檢漏機的工作原理圖。
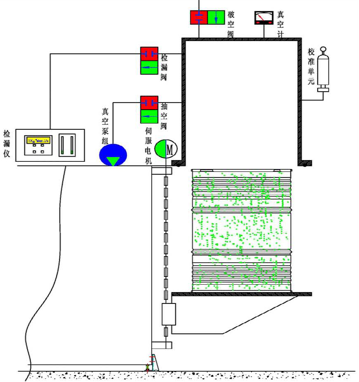
圖9 氦質譜檢漏機工作原理圖
全自動鋼桶氦檢漏設備工作流程如下:
(1)將上道工序流出的鋼桶在生產線上向鋼桶內充入規定壓力的氦氣。由于一般情況下鋼桶不能承受較高真空度和較高壓力,因此采取直接向桶內快速充入一定量氦氣(即打開桶蓋,用充氣槍定量充入),再擰緊桶蓋。此時桶內壓力為正常標準大氣壓。氦氣濃度為充入氦氣的體積與鋼桶內容積之比,一般約1%~5%左右。
(2)充入氦氣的鋼桶通過自動生產線送至真空箱內,然后抽空泵組開始對真空箱抽真空,到指定真空度后,檢漏儀連通真空箱,測量真空箱內氦信號。如果鋼桶有漏,則氦氣會通過漏孔進入真空箱,檢漏儀顯示漏率值。
(3)制桶企業可以按照不同客戶所要求設置不合格漏率,檢測系統自動判斷鋼桶的氦泄漏量是否超過預設的報警值。小于設定值認定鋼桶合格。大于設定值則認定鋼桶不合格,系統自動發出報警信號。
根據檢測系統給出的結果,自動裝置將合格和不合格鋼桶自動分配到合格品區和不合格品區。
全自動氦質譜檢漏方法不僅滿足標準試驗方法的精度要求,而且能實現自動、快準確的進行試驗,并與生產線緊密地結合在一起,實現自動生產過程、檢測過程的自動化連續進行。
——————————
8.3 液壓試驗
所有擬盛裝液體的復合桶,均應做液壓試驗。液壓試驗按照GB 19270-2009中7.2.3的規定進行。保持壓力30min,液壓試驗壓力見表8。
表8 液壓試驗壓力
| 級別 |
I級 |
Ⅱ級 |
Ⅲ級 |
壓力,kPa |
250 |
100 |
100 |
——————————
【解讀要點】
本試驗僅限于閉口復合桶。一般是對裝配塑料內膽桶后的鋼塑復合桶進行的。
液壓試驗是向鋼桶內連續均勻地施以液壓,評定鋼桶所能承受的液壓和對鋼桶內裝物保護能力的試驗。標準的試驗方法如下:
一、試驗設備
1、鋼桶液壓試驗機或達到相同試驗效果的其他設備。
2、計時器。
二、試驗步驟
1、將鋼桶液壓試驗機與試驗鋼桶樣品相連;
2、啟動液壓鋼桶試驗機,同時打開排氣閥,排除試驗鋼桶內殘留氣體,然后關閉排氣閥;
3、向鋼桶內連續均勻地施以液壓,緩慢地升至標準規定的試驗壓力;
4、鋼桶包括它們的封閉器,應承受恒液壓(表壓)5min。
三、判定方法
試驗樣品桶均無滲漏,判定該項試驗合格。
圖10為液壓試驗實例圖。

圖10 液壓試驗實例
——————————
8.4 堆碼試驗
堆碼試驗按照GB 19270-2009中7.2.4的規定進行。包括試驗樣品在內的最小堆碼高度應是3m。當擬裝物為液體危險貨物時,應在不低于40℃的溫度下經受28d的堆碼試驗;當擬裝物為固體或非危險貨物時,應在常溫下堆碼24h。
—————————
【解讀要點】
標準的堆碼試驗應按下述規定進行。
(一)試驗原理
采用標準的試驗方法進行試驗時,將試驗用鋼桶樣品放在一個平整的水平平面上,并在其上面均勻施加載荷。施加的載荷、大氣條件、承載時間以及試驗用鋼桶樣品的放置狀態等是預先設定的。如可行,可對鋼桶樣品在試驗中的上下偏斜或左右偏斜進行測定。
(二)試驗設備
1、水平平面
水平平面應平整堅硬(最高點與最低點之間的高度差不超過2mm)。如為混凝土地面,其厚度應不少于150mm。
2、加載方法
常用加載方法:自由加載平板
該平板應能連同適當的載荷一起,在試驗樣品上自由地調整達到平衡。載荷與加載平板可以是一個整體。此類載荷有時稱為“自由載荷”。
加載平板的中心置于試驗樣品頂部的中心,其尺寸至少應比試驗鋼桶的頂面各邊大出100mm。該板應足夠堅硬在完全承受載荷下不變形。
加載平板居中置于鋼桶樣品頂部時,其各邊尺寸至少應比鋼桶樣品的頂面各邊的頂面各邊大出100mm。該板應足夠堅硬在完全承受載荷下不變形。
3、安全設施
試驗中所加載荷的穩定性和安全性除了取決于鋼桶樣品的抗變形能力,還取決于其頂面和加載平板件底面之間的摩擦力。為此,應提供一套穩妥的試驗設施,并能在一旦發生危險的情況下,保證載荷受到控制,以便防止對附近人員造成傷害。
(三)試驗樣品的準備
將預裝物裝入試驗樣品中,并按發貨時的正常封裝程序對鋼桶進行封裝。如果使用的是模擬內裝物,其質量和物理性質應盡可能接近于預裝物的質量和物理性質。同樣,封裝方法應和發貨時使用的方法相同。
(四)試驗程序
1、將試驗樣品按預定狀態置于水平平面上,使加載用鋼桶樣品組(自由加載平板)居中置于試驗樣品的頂面。
在不造成沖擊的情況下將作為載荷的重物放在加載平板上,并使它均勻地和加載平板接觸,使載荷的重心處于試驗樣品頂面中心的上方。重物與加載平板的總質量與標準值的誤差應在±2%之內。載荷重心與加載平板上面的距離,不應超過試驗樣品高度的50%。
對試驗樣品進行測量。試驗樣品應在充分預加載后施加壓力,以保證加載平板和試驗樣品完全接觸。
2、載荷應保持預定的持續時間,標準為24h。
3、去除載荷,對試驗樣品進行檢查。試驗期間,必要時隨時可對試驗樣品的尺寸進行測定。
圖11為堆碼試驗實例圖。

圖11 鋼桶堆碼試驗實例
——————————
8.5 跌落試驗
8.5.1 試驗樣品數量。
6個試驗樣品,每個樣品跌一次。
8.5.2 試驗設備
按GB/T 4857.5的要求。
8.5.3 試驗方法和條件。
將測試樣品內分別注入98%滿口容量的清水,在常溫下,按表9規定的高度進行跌落,跌落部位分別為與桶身焊縫成斜角的底凸邊、桶體縱向焊縫,每個部位跌3個樣品。
表9 跌落高度
| 級別 |
I級 |
Ⅱ級 |
Ⅲ級 |
擬裝物密度ρ≤1.2g/cm2 |
1.8 |
1.2 |
0.8 |
擬裝物密度ρ>1.2g/cm2 |
ρ×1.5 |
ρ×1.0 |
ρ×0.67 |
——————————
【解讀要點】
在GB/T4857.5的試驗中規定,試驗樣品要進行溫濕度處理。鋼桶系薄壁金屬包裝容器,作溫濕度處理與否對鋼桶性能影響不大。所以,本試驗規定鋼桶做跌落試驗時不作溫濕度處理。
在試驗中,所選鋼桶邊緣最薄弱的部位,是指以下四個部位:a)桶頂與桶身焊縫相交處;b)桶底與桶身焊縫相交處;c)桶身焊縫;d)注入口位置。
試驗時,a和b兩點跌落的是棱跌(焊縫卷邊相交點),要求跌落時跌落點處于最低位置,并且鋼桶的重力線應通過這個點;c部位跌落是跌線平面,要求跌落時焊縫外于最低位置,并與沖擊臺平面平行(即水平狀態);d部位跌落應選注入口附近卷邊位置進行角跌(一般選注入口八點鐘位置)。
跌落后,在鋼桶最高部位鉆孔的目的,就是要消除鋼桶內部與外部的壓力差,達到內外壓力平衡,這樣才不會因為壓力差的原因影響對跌落試驗結果的判斷。
如圖12為跌落試驗實例圖。

圖12 跌落試驗實例
(一)試驗原理
提起試驗樣品至預定高度,然后使其按預定狀態自由落下,與沖擊臺面相撞。
(二)試驗設備
1、沖擊臺
沖擊臺面為水平平面,試驗時不移動,不變形,并滿足下列要求:
(1)為整塊物體,質量至少為試驗樣品質量的50倍。
(2)要有足夠大的面積,以保證試驗樣品完全落在沖擊臺面上;
(3)在沖擊臺面上任意兩點的水平高度差不得超過2mm;
(4)沖擊臺面上任何100mm2的面積上承受10kg的靜負荷時,其變形量不得超過0.1mm。
2、提升裝置
在提升或下降過程中,不應損壞試驗樣品。
3、支撐裝置
支撐試驗樣品的裝置在釋放前應能使試驗樣品處于所要求的預定狀態。
4、釋放裝置
在釋放試驗樣品的跌落過程中,應使試驗樣品不碰到裝置的任何部件,保證其自由跌落。
(三)試驗步驟
1、提起試驗樣品至所需的跌落高度位置,并按預定狀態將其支撐住。其提起高度與預定高度之差不得超過預定高度的±2%。跌落高度是指準備釋放時試驗樣品的最低點與沖擊臺之間的距離。
2、按下列預定狀態,釋放試驗樣品:
(1)面跌落時,使試驗樣品的跌落面與水平面之間的夾角最大不超過2°;
(2)棱跌落時,使試驗樣品的重力線通過被跌落的與焊縫交叉的卷邊棱部位;
(3)角跌落時,使試驗樣品的重力線通過被跌落的注入口附近的卷邊部位;
(4)無論什么類型的鋼桶試驗樣品,都應使試驗品的重力線通過被跌落的面、線、點。
3、實際沖擊速度與自由跌落時的沖擊速度之差不超過自由跌落時的±1%。
4、試驗后按標準要求檢查鋼桶及內裝物的損壞情況。并分析試驗結果。
——————————
8.6 封閉器裝配質量
參照GB/T 13251的規定進行。
——————————
【解讀要點】
該本標準中沒有給出鋼塑復合桶封閉器的結構和尺寸,在實際應用中,目前國內已經形成了一系列定型的結構和尺寸,如圖13為常見桶頂非移動式的鋼塑復合桶的結構和尺寸。
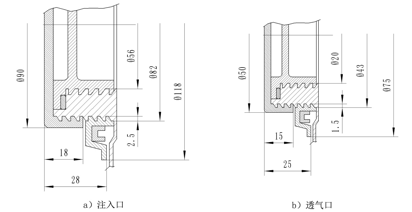
圖13 鋼塑復合桶封閉器的結構和尺寸
結合圖12,我們來了解一下鋼塑桶內容器的封閉器結構。封閉器的桶口是與桶體為一體的,桶口內外都制作有螺紋,桶口外是外螺紋,桶口內是內螺紋。裝配時,先將內容器的桶口從外鋼桶的桶頂的相應孔中伸出,然后在外螺紋上套上護圈,再在護圈上通過桶口外螺紋擰入拼圈,將外鋼桶的桶口緊緊壓在內容器的桶體上,使外鋼桶的桶頂與內容器的桶體接合為一體,這樣鋼塑桶就裝配完成了。當貨物灌裝完之后,先將套有密封圈的內蓋擰入內容器桶口的內螺紋孔里,并擰緊,然后再將外蓋擰在內容器桶口的外螺紋上。這就是鋼塑桶封閉器的裝配過程。
封閉器的材料,除了密封閉采用橡膠以外,其它零件均可采用聚乙烯塑料制作。與普通鋼桶一樣,封閉圈應選用與內盛裝貨物相適應的的材料,不應與貨物反應變質失效,或污染貨物本身。關于密封圈材料的選用方法與普通鋼桶相同。
所謂裝配質量,就是把塑料內膽桶的桶口從鋼桶桶頂孔中伸出,然后安裝上護圈,再將拼圈擰緊,這樣就把塑料內膽桶口固定在了鋼桶的桶口上,最后才是裝配內蓋和外蓋。其裝置結構如圖14。
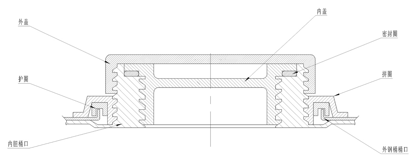
圖14 復合桶封閉器裝配結構
其實在鋼桶進行整體的氣密試驗、液壓試驗、堆碼試驗和跌落試驗時,封閉器的裝配質量也同時得到了檢驗。因為在試驗中,如果封閉器裝配存在質量問題時,試驗結果就會顯示出來。比如變形、損壞、失效、滲漏等等。
除了鋼桶整體試驗能檢驗出封閉器裝配質量的一些問題外,封閉器的裝配質量還有一項非常重要的檢驗項目,那就是扭力試驗。旋塞型封閉器桶塞扭力檢驗一般可按規定值用扭力計測定。
當然,對于封閉器本身來說,如果作為單獨產品進行檢驗的話,項目是比較多的,這在國家標準GB/T 13251中有詳細的規定,我們將在第三章進行詳細解讀,在此不再多述。
【相關鏈接】
鋼桶新標準宣貫培訓講義(1)
鋼桶新標準宣貫培訓講義(2)
鋼桶新標準宣貫培訓講義(3)
鋼桶新標準宣貫培訓講義(4)
鋼桶新標準宣貫培訓講義(5)
鋼桶新標準宣貫培訓講義(6)
鋼桶新標準宣貫培訓講義(7)
鋼桶新標準宣貫培訓講義(8)

