某公司年產300萬只包裝容器項目工程方案
文/楊柳
一、建設內容
1、項目由來
近些年隨著工業企業逐年增多,企業日常運輸成本也不斷升高,且需使用大量運輸包裝容器,為服務廣大周邊客戶降低成本,提供可靠的包裝容器,在此背景下,企業擬投資在XXX建生產基地,建成后可年產300萬只包裝容器。本項目產品涉及化工醫藥金屬礦業等多種行業使用,輻射江蘇、安徽、江西、湖北及整個華中地區,其中部分鋼桶全塑桶空桶可出口國外。建設項目在生產建設過程中將會產生廢水、廢氣、噪聲、固體廢棄物等污染物,根據根據《中華人民共和國環境保護法》、國務院第682號令《建設項目環境保護管理條例》及《建設項目環境影響評價分類管理名錄》(2021版)規定,本項目屬于“二十六、橡膠和塑料制品業29—塑料制品業292、三十、金屬制品業33—集裝箱及金屬包裝容器制造333”,本項目不涉及以再生塑料為原料生產的;無電鍍工藝的;不使用用溶劑型膠粘劑、涂料等,因此需編制環境影響報告表。
2、排污許可證管理
根據《關于強化建設項目環評事中事后監管的實施意見》(環環評[2018]11號)、排污許可管理條例(中華人民共和國國務院令第736號)和《固定污染源排污許可分類管理名錄(2019年版)》(環保部令2019年第11號),本項目屬于“二十四、橡膠和塑料制品業29”—“塑料制品業292”、,如下表。
表2-1固定污染源排污許可分類管理名錄
二十四、橡膠和塑料制品業29 |
序號 |
行業類別 |
重點管理 |
簡化管理 |
登記管理 |
62 |
塑料制品業292 |
塑料人造革、合成革制造2925 |
年產1萬噸及以上的泡沫塑料制造2924,年產1萬噸及以上涉及改性的塑料薄膜制造2921、塑料板、管、型材制造2922、塑料絲、繩和編織品制造2923、塑料包裝箱及容器制造2926、日用塑料品制造2927、人造草坪制造2928、塑料零件及其他塑料制品制造2929 |
其他 |
綜上表,項目屬于塑料制品業292類別中的簡化管理。因此,項目排污許可實施簡化管理。項目建設完成后,應當在全國排污許可證管理信息平臺填報申請取得簡化管理的排污許可證。
3、項目建設內容
項目位于XX縣XX村,擬在現狀道路南側新建廠房,項目占地面積約為42064.36m2,廠區內分別設置戊類車間一、戊類車間二、丙類車間一、丙類車間二、辦公樓、配電房、食堂、展廳等,建成后形成年產包裝容器300萬只生產能力。建設內容具體情況見下表。
表2-2項目主要建設內容一覽表
工程名稱 |
建設名稱 |
工程內容及規模 |
備注 |
主體工程 |
戊類車間一 |
1F、H=11m,建筑面積8760m2,車間東側為原材料倉庫、塑粉倉庫、水性漆倉庫、固廢暫存間、危廢暫存間、西側為沖壓區、半成品區、中間自北向南分別為金屬罐加工區、成品暫存區、噴塑區、噴漆區,主要設置沖壓機、下料機、開平機等機加工設備、以及一條噴塑生產線(占地247m2)、一條噴漆生產線(占地210m2)。建成后可年加工各類規格鋼桶127萬個/a。 |
新建 |
戊類車間二 |
1F、H=11m,建筑面積7560m2,作為預留車間,暫時不使用。 |
新建 |
丙類車間一 |
1F、H=11m,建筑面積1050m2,主要設置注塑機等設備。建成后可年加工全塑桶164萬個/a。 |
新建 |
丙類車間二 |
1F、H=11m,建筑面積630m2,車間自西向東分別為鍍鋅管加工區、破碎區、注塑區、IBC桶組裝暫存區,主要設置折彎機、打孔機、注塑機、破碎機等設備。建成后可年加工IBC噸桶9萬個/a。 |
新建 |
輔助工程 |
辦公樓 |
占地面積2186.43m2,位于廠區北側,用于員工辦公。 |
新建 |
食堂 |
占地面積1719.06m2,位于廠區東北側,用于員工用餐。 |
新建 |
展廳 |
位于廠區西北側,占地面積2809.52m2,用于產品展示,不涉及生產。 |
新建 |
配電房 |
位于廠區西南測,丙類車間一東側,占地面積150m3,用于廠區供電使用。 |
新建 |
門衛室 |
位于廠區北側大門處,占地面積125.46m2。 |
新建 |
儲運工程 |
原材料倉庫 |
位于戊類車間一東北側,用于鍍鋅管等原材料的存放。 |
新建 |
塑粉倉庫 |
位于戊類車間一東側,用于塑粉存放。 |
新建 |
水性漆倉庫 |
位于戊類車間一東側,用于水性漆存放。 |
新建 |
成品暫存區 |
位于各車間內成品下料處,臨時暫存,當日清運。 |
新建 |
公用工程 |
供水工程 |
市政供水管網供應,用水量2043.6m3/a。 |
新建 |
排水工程 |
項目無生產廢水外排;食堂廢水經過隔油池處理后與生活污水一同經化糞池預處理后排入市政污水管網,進入香隅鎮污水處理廠處理,處理后排入香隅河。 |
新建 |
供電工程 |
市政供電網供電,用電量約166.4萬kWh/a |
新建 |
環保工程 |
廢水治理 |
雨污分流;項目無生產廢水外排;食堂廢水經過隔油池處理后與生活污水一同經化糞池預處理后排入市政污水管網,進入污水處理廠處理,處理后排入河。 |
新建 |
廢氣治理 |
噴塑粉塵 |
噴塑產生的粉塵經旋風除塵+脈沖袋式除塵器處理后,噴塑間內無組織達標排放。 |
新建 |
噴漆烘干固化廢氣 |
項目噴塑固化、噴漆、噴漆烘干產生的有機廢氣經過一套二級活性炭(噴漆室設置漆霧過濾棉)處理后,由1根15m排氣筒(DA001)排放 |
燃燒廢氣 |
噴塑固化、噴漆烘干工序產生的燃燒廢氣經過1根15m排氣筒(DA001)排放 |
破碎粉塵 |
破碎產生的粉塵經袋式除塵器處理后,最終由1根15m高排氣筒(DA001)排放 |
注塑廢氣 |
注塑產生的有機廢氣經過一套二級活性炭處理后,由1根15m排氣筒(DA001)排放 |
食堂油煙 |
食堂產生的油煙經過油煙凈化器處理后屋頂達標排放 |
噪聲治理 |
選用低噪聲設備,同時采取隔聲、消聲、減振等措施 |
新建 |
固廢治理 |
生活垃圾 |
垃圾收集桶定點收集,環衛部門清運 |
新建 |
一般固廢 |
金屬邊角料、收集的粉塵、廢包裝材料等分類收集,交物資回收單位綜合利用,廢塑料件收集后破碎回用于生產。 |
危險固廢 |
廢油漆桶、廢過濾棉、廢活性炭、廢機油等危險廢物收集后,暫存于廠區危廢暫存間內,委托有資質單位定期清運處理。 |
風險措施 |
對噴涂區、水性漆倉庫、危廢暫存間等位置設置防腐、防滲措施要求等效黏土防滲層Mb≥6.0m,K≤10-7cm/s;做好危廢轉移工作,加強應急處置能力。 |
新建 |
注:本項目根據實際情況,考慮所有廢氣經過一個排氣筒排放,本項目各產生廢氣的工序單獨設置相應的廢氣處理裝置與風機,經過處理后的達標廢氣合并經過一根排氣筒(DA001)有組織排放。
4、總平面布置及周邊概況
4.1建設地點及周圍環境狀況
項目選址位于XX縣XX村,根據現場勘查,項目新建標準化廠房,項目東側為居民安置點與同心村村組空地,南側為村組空地,西側為園區消防特勤站用地與居民點,北側為省道。項目周邊關系圖見附圖2。
4.2總平面布置
本項目為新建項目,擬在XX縣XX村建設廠房,達到年產300萬只包裝容器項目生產線。項目區呈南北向長方形,項目區內由北側向南依次設置辦公樓、食堂、展廳、戊類車間一、丙類車間一、丙類車間二、戊類車間二。總體來說,項目總平面布置合理,分區明確,交通便捷,空間利用合理有序。廠區內部運輸通道便利、大門設置在廠區北側,臨近道路,廠區周邊交通運輸便捷,滿足廠區生產需要備。項目總平面布置圖詳見附圖4。
5、產品方案
表2-3項目產品方案及生產規模
產品名稱 |
產能 |
規格(kg/個) |
備注 |
產品質量標準 |
20L-25L閉口鋼桶 |
36萬只 |
2.5-2.8 |
純鋼桶 |
《包裝容器鋼桶第1部分:通用技術要求》
(GB/T325.1-2018)
《包裝容器鋼桶第4部分:200L及以下全開口鋼桶》
(GB/T325.4-2015) |
30L-45L閉口鋼桶 |
40萬只 |
2.7-3.5 |
208L閉口鋼桶 |
50萬只 |
18 |
20L-150L開口鋼桶 |
27萬只 |
2.5-15 |
200L-208L開口鋼桶 |
50萬只 |
18.5-18.8 |
25L全塑桶 |
52萬只 |
1.5 |
全塑桶 |
《聚乙烯吹塑桶》(GB13508-2011) |
200L全塑桶 |
36萬只 |
9.5 |
1000L-IBC噸桶
(含金屬架) |
9萬只 |
58 |
含鍍鋅管包裹架的方形塑料噸桶 |
本項目產品方案中純鋼桶依據客戶要求不同,其中部分需進行表面噴涂工藝處理,需噴涂處理產品量規模見下:
表2-4鋼桶產品中需噴涂規模一欄表
產品名稱 |
總產能 |
其中需噴漆產品量 |
其中需噴粉產品量 |
20L-25L閉口鋼桶 |
36萬只 |
1.44萬只 |
1.73萬只 |
30L-45L閉口鋼桶 |
40萬只 |
1.60萬只 |
1.92萬只 |
208L閉口鋼桶 |
50萬只 |
2.00萬只 |
2.40萬只 |
20L-150L開口鋼桶 |
27萬只 |
1.08萬只 |
1.30萬只 |
200L-208L開口鋼桶 |
50萬只 |
2.00萬只 |
2.40萬只 |
產品樣例:

|

|
不帶噴涂鋼桶樣例 |
帶噴涂鋼桶樣例 |

|

|
全塑桶樣例 |
IBC噸桶樣例 |
6、項目主要原輔材料及能源消耗
根據建設方提供的資料,本項目主要原輔材料及能源消耗情況詳見下表。
表2-5主要原輔料及能源消耗情況
序號 |
原輔料 |
主要
成分 |
單位 |
年消
耗量 |
形態、規格 |
存放位置 |
1 |
鋼材 |
Fe元素 |
t/a |
20195 |
卷材 |
原材料倉庫 |
2 |
成品PE顆粒 |
聚乙烯 |
t/a |
5860 |
袋裝,50kg/袋 |
原材料倉庫 |
3 |
色母粒 |
聚乙烯 |
t/a |
860 |
袋裝,50kg/袋 |
原材料倉庫 |
4 |
塑粉 |
環氧樹脂 |
t/a |
8.7 |
袋裝,30kg/袋 |
塑粉倉庫 |
5 |
水性漆 |
水性丙烯酸樹脂15-35%,水性氨基樹脂3-7%,炭黑1-3%,硫酸鋇10-20%,乙二醇單丁醚1-5%,水30-40%,助劑1-2%,其中揮發份占5% |
t/a |
6.44 |
桶裝,50kg/桶 |
水性漆倉庫 |
6 |
鍍鋅管 |
/ |
t/a |
2250 |
袋裝 |
原材料倉庫 |
7 |
扁鐵 |
/ |
t/a |
180 |
箱裝 |
原材料倉庫 |
8 |
鉚釘零件 |
/ |
t/a |
57 |
箱裝 |
原材料倉庫 |
9 |
密封膠 |
環保綠色膠粘劑 |
t/a |
2.03 |
桶裝,20kg/桶 |
原材料倉庫 |
10 |
金屬配件 |
/ |
t/a |
45 |
箱裝 |
原材料倉庫 |
11 |
水 |
/ |
t/a |
2043.6 |
/ |
/ |
12 |
電 |
/ |
萬kwh/年 |
166.4 |
/ |
/ |
13 |
天然氣 |
甲烷 |
萬M3/年 |
25.6 |
/ |
外接管網 |
注塑工藝原材使用量核算:
項目不同規格的全塑桶產品使用混合塑料用量不同,混合塑料主要由PE顆粒、色母粒組成,注塑工藝消耗的原材料統計如下:
表2-6注塑工藝原材料核算
生產線 |
產品產量(萬個) |
混合塑料使用量kg/個 |
全年使用量t/a |
25L全塑桶 |
52 |
1.5 |
780 |
200L全塑桶 |
36 |
9.5 |
3420 |
1000L-IBC噸桶
(含金屬架) |
9 |
28 |
2520 |
合計 |
6720 |
表2-7注塑工藝原材料各成分使用量核算
混合塑料全年使用量t/a |
成分名稱 |
占比% |
各成分年用量t/a |
6720 |
成品PE顆粒 |
87.2 |
5860 |
色母粒 |
12.8 |
860 |
噴塑、噴漆工藝原料使用量核算:
根據企業提供的資料,由于各訂單要求不同,部分鋼桶表面處理可采取噴塑或水性噴漆兩種噴涂工藝,原材料用量主要取決于需噴涂的產品數量,產品表面積大小、噴涂厚度等。
本項目塑粉噴涂厚度約為40μm,塑粉固化后密度約為1.6g/cm3,項目噴塑塑粉消耗統計如下:
表2-8噴塑工藝塑粉消耗核算
生產線 |
其中噴塑產品產量
(萬個) |
表面積m2 |
使用量
kg/個 |
全年使用量
t/a |
20L-25L閉口鋼桶 |
1.73 |
0.49 |
0.031 |
0.5 |
30L-45L閉口鋼桶 |
1.92 |
0.65 |
0.042 |
0.8 |
208L閉口鋼桶 |
2.40 |
2.05 |
0.131 |
3.1 |
20L-150L開口鋼桶 |
1.30 |
1.33 |
0.085 |
1.1 |
200L-208L開口鋼桶 |
2.40 |
2.05 |
0.131 |
3.1 |
合計 |
8.7 |
本項目采用水性聚氨酯漆進行機械化表面自動噴涂,噴漆噴涂厚度約為25μm,油漆密度約為1.03g/cm3,油漆中的固體份約為65%,上漆率約為70%,則項目水性漆消耗統計如下:
表2-9水性漆消耗核算
產品名稱 |
年噴涂產品總量(個/套、件) |
單位產品噴涂面積(m2) |
年噴涂總面積(m2) |
涂層用漆量(t/a) |
20L-25L閉口鋼桶 |
14400 |
0.49 |
7056 |
0.40 |
30L-45L閉口鋼桶 |
16000 |
0.65 |
10400 |
0.59 |
208L閉口鋼桶 |
20000 |
2.05 |
40971 |
2.32 |
20L-150L開口鋼桶 |
10800 |
1.33 |
14364 |
0.81 |
200L-208L開口鋼桶 |
20000 |
2.05 |
40971 |
2.32 |
合計 |
6.44 |
原輔材料理化性質:
表2-10主要原輔材料理化性質
名稱 |
理化性質 |
燃燒
爆炸性 |
毒性
毒理 |
PE顆粒 |
聚乙烯(polyethene,簡稱PE)是乙烯經聚合制得的一種熱塑性樹脂。在工業上,也包括乙烯與少量α-烯烴的共聚物。聚乙烯無臭,無毒,手感似蠟,具有優良的耐低溫性能(最低使用溫度可達-100~-70°C),化學穩定性好,能耐大多數酸堿的侵蝕(不耐具有氧化性質的酸)。常溫下不溶于一般溶劑,吸水性小,電絕緣性優良。 |
易燃不易爆 |
/ |
水性漆 |
本項目使用的水性漆成分為:水性丙烯酸樹脂15-35%,水性氨基樹脂3-7%,炭黑1-3%,硫酸鋇10-20%,乙二醇單丁醚1-5%,水30-40%,助劑1-2%,其中揮發份占5%,水性漆對人體無害,不污染環境,漆膜豐滿、晶瑩透亮、柔韌性好并且具有耐水、耐磨、耐老化、耐黃變、干燥快、使用方便等特點。(見附件7) |
不易燃,不易爆 |
/ |
密封膠 |
白鷺牌BL90型鋼桶用密封膠(密封填料),中性單組份硅酮類密封膠,環保綠色膠,檢測顯示產品中無VOCs。(見附件8) |
不易燃,不易爆 |
/ |
7、主要生產設備
本項目主要生產設備詳見下表。
表2-11項目主要設備一覽表
序號 |
設備名稱 |
數量 |
鋼桶生產線設備 |
1 |
橋式起重機LDA10-10.9A3 |
5臺 |
2 |
鋼卷開平線 |
5套 |
3 |
沖床JF21-B系列 |
20臺 |
4 |
滴膠預卷機 |
5臺 |
5 |
磨邊機 |
5臺 |
6 |
卷圓機 |
5臺 |
7 |
縫焊機 |
8臺 |
8 |
銅絲帶式縫焊機 |
5臺 |
9 |
輪式縫焊機 |
5臺 |
10 |
自動翻邊機 |
5臺 |
11 |
翻邊漲筋機 |
5臺 |
12 |
自動全身漲筋機 |
10臺 |
13 |
波紋機 |
5臺 |
14 |
自動封口機 |
10臺 |
15 |
試漏機 |
5臺 |
16 |
空壓機 |
5臺 |
17 |
儲氣罐 |
5臺 |
18 |
模具 |
20套 |
噴涂生產線設備 |
1 |
輸送鏈條(平輸送) |
2套 |
2 |
噴漆室、烘道處理裝置流水線 |
1套 |
3 |
噴塑間、烘道處理裝置流水線 |
1套 |
4 |
空壓機 |
1臺 |
5 |
噴塑間自動粉塵回收再利用裝置 |
1套 |
全塑桶設備 |
1 |
SCJ230B中空機及200L雙L環桶模具(含內外蓋模具) |
5套 |
2 |
SCJ120B中空機及120L雙L環桶模具(含內外蓋模具) |
5套 |
3 |
SCJ50C中空機及25L雙L環桶模具(含內外蓋模具) |
5套 |
4 |
空氣壓縮機(5m3/min,0.7Mpa) |
5臺 |
5 |
空氣壓縮機(3m3/min,0.7Mpa) |
10臺 |
6 |
粉碎機(15Kw) |
6臺 |
7 |
攪拌機(10Kw) |
6臺 |
8 |
儲氣罐(2m3) |
6臺 |
9 |
玻璃鋼冷卻塔(50m3/H) |
3臺 |
10 |
冷卻水池(5m×3m×4m)鋼筋水泥結構 |
3套 |
全塑噸桶設備 |
1 |
SCJ350中空機及IBC桶模具 |
1套 |
2 |
空氣壓縮機(5m3/min,0.7Mpa) |
1臺 |
3 |
粉碎機(15Kw) |
1臺 |
4 |
攪拌機(10Kw,) |
1臺 |
5 |
玻璃鋼冷卻塔(50m3/H) |
1臺 |
6 |
冷卻水池(5m×3m×4m)鋼筋水泥結構 |
1套 |
項目設備產能匹配性分析:
本項目共設置全塑桶注塑設備不同規格15套,IBC噸桶注塑設備1套。項目設備產能匹配性一覽表如下:
表2-12項目備產能匹配性一覽表
類型 |
數量
(個) |
生產能力t/h |
年加工時間h |
年生產能力t/h |
本項目年生產注塑桶總量t/a |
設備是否匹配產能 |
全塑桶注塑機 |
15 |
0.15 |
4160 |
9360 |
6720 |
是 |
IBC噸桶注塑機 |
1 |
0.45 |
4160 |
1872 |
由上可知,本項目設備可滿足生產需求。
8、水平衡
項目用水主要為生活用水、食堂用水、循環冷卻水補水。
生活用水:項目勞動定員52人,根據《行業用水定額》(DB34/T679-2019),用水量按30L/人?d計,則員工日常生活用水量為1.56m3/d、405.6m3/a,污水排放系數按0.8計,則員工生活廢水產生量為324.48m3/a。
根據企業提供的資料,項目食堂日就餐人數最高為80人次。根據《建筑給水排水設計規范》(GB50015-2019)中“快餐店、職工及學生食堂用水定額為每顧客每次20~25L”,取平均系數22.5L/人次·d,則食堂用水量為468t/a(1.8t/d),排污系數取0.8,則食堂廢水產生量為374.4m3/a(1.44m3/d)。
循環冷卻水補水:項目設置有循環冷卻水系統,用于注塑機注塑后模型的降溫冷卻成型,通過在注塑機內模具盤管內注入冷卻水,間接冷卻產品,冷卻水不與產品接觸,根據企業提供的資料,每日循環水量約為320m3/d,補充循環水量為4.5m3/d,年補充水量為1170m3,循環冷卻水自然消耗,不外排。
項目用排水情況見下表。
表2-13項目用排水情況一覽表
名稱 |
用水標準 |
日用水量m3 |
廢水日產生量m3 |
廢水年產生量m3 |
循環冷卻水補水 |
/ |
4.5 |
/ |
/ |
生活用水 |
30L/人·d |
1.56 |
1.248 |
324.48 |
食堂用水 |
22.5L/人次·d |
1.8 |
1.44 |
374.4 |
合計 |
7.86 |
2.688 |
698.88 |
本次項目廠區廢水產生量698.88m3/a(2.688m3/d),食堂廢水經過隔油池處理后與生活污水一同經化糞池預處理后排入市政污水管網,進入污水處理廠處理,處理后排入河。
9、工作制度及勞動定員
本項目勞動定員52人,兩班制,每班工作8小時,全年工作260天(4160小時)。
二、工藝流程和產排污環節
1、鋼桶生產工藝
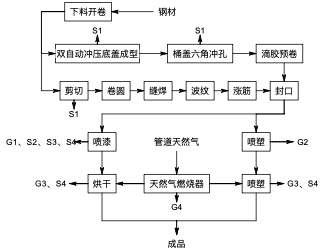
G1:噴漆廢氣、G2:噴塑粉塵、G3:烘干固化廢氣、G4:燃燒廢氣、
S1:金屬邊角料、S2:廢油漆桶、S3:廢過濾棉、S4:廢活性炭
圖2-2鋼桶生產工藝流程及產污節點圖
生產工藝流程簡述:
(1)鋼材下料開卷
項目原材料為成卷鋼材,利用叉車對鋼材進行下料后,再利用開卷機對其進行展平。
(2)剪切、卷圓、縫焊
桶身部分利用剪板機按尺寸進行剪板、再利用卷圓機對剪切好的鋼板進行卷圓,形成柱形桶身,再利用縫焊機對卷圓后的對接線進行縫焊。
焊接過程為電熱融滾壓焊接,不產生焊接煙塵,剪板過程產生金屬邊角料。
(3)波紋、漲筋
縫焊好的桶身兩側相同,利用波紋漲筋設備,將模型放入桶身內進行機械擴張,將桶身擴張出波紋等形狀,用于提高桶身強度、以及美觀。
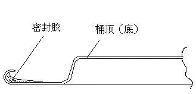
(4)底蓋、桶蓋沖壓、滴膠預卷
除了桶身部分,桶蓋與桶底部分直接利用沖壓機對開卷后的鋼板進行沖壓成型,并對底蓋、桶蓋與桶身連接處沖出預卷區,再利用滴膠預卷機對桶底和桶頂邊緣進行注膠。
本項目采用環保綠色密封膠,不產生有機廢氣,沖壓、沖口過程產生金屬邊角料。

|
|
預卷前注膠 |
預卷前注膠示意圖 |
(5)封口
利用封口機對桶身和桶底、桶蓋進行機械擠壓封口。

|

|
擠壓封口過程 |
擠壓封口后示意圖 |
(6)噴塑、噴漆、成品
經過封口后的鋼桶即為半成品,但表面需噴涂涂層用于美觀和防腐,本項目根據訂單要求,可采用噴塑固化和噴漆烘干兩種方案,兩種噴涂均為掛件流水線噴涂工藝,半成品鋼桶上掛后進入噴涂室內自動化噴漆或噴塑,再流水線轉入烘干室內進行烘干固化,然后下架即為成品。
該過程中,噴塑產生噴塑粉塵、噴漆產生有機廢氣和漆霧、噴塑后固化和噴漆后烘干均產生有機廢氣。天然氣燃燒器供熱過程產生燃燒廢氣。
2、全塑桶生產工藝

G5:注塑廢氣、G6:破碎粉塵
圖2-3全塑桶生產工藝流程及產污節點圖
生產工藝流程簡述:
混料:項目將原材料人工投料進入混料機內混合,采用的原材料主要為塑料粒子和色母粒子,不使用粉狀物料,混合過程不產生粉塵。
注塑:混料機到注塑機采用螺旋桿送料方式,全塑桶生產工藝主要為一次性注塑成型,注塑成型工藝是利用注塑機電加熱模塊將混合原料熔融后注入模具、加壓成型、循環水間接冷卻定型、開模脫離等操作,后人工取出即為成品。注塑機注塑過程中產生注塑廢氣、不合格注塑件。
手工切邊:注塑后的產品存在部分用于固定的邊角料,需采用人工手工利用刀片去除,清理好后即為成品,過程產生塑料邊角料。
破碎回用:產生的不合格注塑件與塑料邊角料經過破碎機人工投料破碎成大塑料顆粒,回用于混料過程,破碎過程產生破碎粉塵。
3、IBC噸桶生產工藝
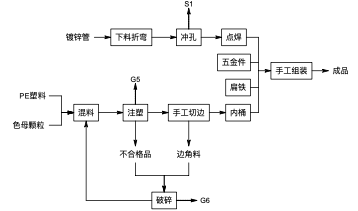
G5:注塑廢氣、G6:破碎粉塵、S1:金屬邊角料
圖2-4IBC噸桶生產工藝流程及產污節點圖
生產工藝流程簡述:
IBC噸桶主要是在全塑噸桶的外圍安裝一個金屬防護架,生產工藝主要包含混料注塑、鍍鋅管下料、折彎、沖孔,再進行組裝形成最終產品。
其中混料注塑與全塑桶生產工藝相同,注塑好的為半成品內桶。
鍍鋅管經過下料、折彎、沖孔、點焊后形成半成品金屬架,再經過人工組裝內桶、金屬框架、五金件、扁鐵后,形成最終IBC噸桶成品。
該過程中沖孔過程產生金屬邊角料,注塑機注塑過程中產生注塑廢氣、破碎過程產生破碎粉塵。鍍鋅管交接處采用點焊固定后無需進行額外表面處理。
三、與項目有關的原有環境污染問題
本項目為新建項目,在現有購置土地上新建廠房,配備相關設備設施進行生產,無與本項目有關的原有污染情況及主要環境問題。 |

