|
鋼桶桶身與頂和底間的卷合(1)
上海徐工涂料技術有限公司 徐國興
鋼桶是在圓筒狀桶身的兩端分別卷合圓板狀的桶頂和桶底而形成的。桶身與桶頂桶底的卷合是先在桶身的兩端及桶頂底的周邊分別制成法蘭,再將這兩種法蘭重合,采用多重卷邊接縫的方法實現的,在卷邊接縫工序中填人密封膠或在卷邊接縫工序前在桶頂底法蘭面上涂敷上密封膠,防止桶內所裝物從卷邊接合部漏出。
卷邊接縫部的卷邊接縫首先是將盤狀的桶頂或桶底分別嵌入桶身,其兩端具有與桶身呈直角法蘭,并且將卷邊接縫夾緊裝置嵌入桶頂和桶底中,使桶身與桶頂桶底保持定位和轉動,接著使桶身及桶頂桶底的法蘭邊緣部插人成型輥的成型槽中使其處于被彎曲的狀態下,由于成型輥的擠壓,法蘭的邊緣部被引入卷邊輥成型槽的側面及底而,并被卷邊接縫,然后由整型擠壓輥進行整型成為卷邊。
鋼桶卷邊的結構及密封程度左右著鋼桶的質量。由于卷邊的接縫部分處于桶外端部,所以鋼桶的豎起,倒下或移動搬運中發生的碰撞容易使它產生變形、松動,龜裂等現象,從而產生泄漏。因此,為防止泄漏,各國鋼桶行業提出了很多的卷邊結構、卷邊方法或卷邊裝置,并且正在或已經在實施中。
關于卷邊的結構,有美國專利3736893及3987927等。
美國專利3736893的卷邊接縫部是把桶身及桶頂和底的法蘭重合,卷入形成螺旋狀,截面成為圓形。這樣形成了卷邊接縫部的截面因為呈圓形,半徑方向上就產生很大的慣性力矩,因此,被壓時在半徑方向上能得到很大的強度。但卷邊接縫部中桶身與頂和底的法蘭層之間的貼緊,是單單只靠卷入來維持的,并且,在卷邊接縫部的中心部形成比較大的空隙,這就需要封入與其空隙相適應的填充料,以確保其密封性。因此,在導致成本增加的同時,可能還會引起由于密封膠與桶內所裝物的接觸而產生密封膠的與所裝物反應,被所裝物溶解或所裝物被污染等危險性。
美國專利3987927的卷邊接縫部,其頂部(最初的折疊部分)的曲率半徑做得比較小,使卷邊接縫部截面呈蛋形或橢圓形。由于曲率半徑做得很小而引起的加工硬化,提高了頂部的強度。但是,這有可能給頂部帶來過度的變形而發生龜裂,并且,在最終的卷邊接縫工序中,由于沒有對卷邊接縫部分加上強壓,故在卷邊接合中央部的層間貼緊程度,不如加上了強壓的。然而,如為了加強卷邊接縫中央部的層間貼緊程度而作過度的強壓加工,則會由于加工過度硬化而產生裂紋等問題。
鋼桶的制造,特別是卷邊夕產及其裝置,必須即容易,又確實保證卷邊的密封強度及結構強度。近年來,用薄鋼板制作的鋼桶日益增長。在這樣的鋼桶中,為了提高卷邊接合的強度,更需廣泛采用三重卷邊的。
本文所說的是一種鋼桶桶身與桶頂和桶底的卷縫工藝及其裝備。用此裝備及工藝制造的鋼桶,它的卷邊具有優秀的密封性和強度。并且,只要用極少量的費用對現有的設備進行改造就行。
鋼桶卷邊的截面形狀應接近半橢圓或半圓,并且應使其頂部的外側面呈弧狀,在頂面上有較大的曲率半徑。這樣即使頂部受到沖擊也能緩和其應力集中。
詳細的說,卷邊的截面形狀應是整體帶有圓形的呈大約縱長的長方形。因此,桶身法蘭及桶頂和桶底法蘭與桶身平行接觸,并且,用端部彎曲整型擠壓輥,將其中央部分沿著桶身的半徑方向進行強烈的擠壓使沒受到擠壓的頂部向外方伸出的同時,也消滅了兩法蘭間存在的若干空隙,使兩法蘭間呈緊密的金屬接觸,提高了卷邊接縫部的強度及密封性。由于擠壓,其它剩余空隙顯著變小,所以只要用少量的填充料就能充分確保卷邊接縫部的密封性。
通過擠壓,桶身與頂和底法蘭呈金屬接觸,填充料與容器內裝物的接觸可能性大大下降,因此,能防止或大大減輕由于填充料與所裝物接觸所產生的問題。所以,擠壓成為了必要的操作。而且,擠壓力應集沖在卷邊接縫部外伸的中部上,這樣才能使桶身法蘭與頂和底的法蘭之間所存在的若干空隙消失,使兩者更緊密地接觸。
卷邊接縫部的損傷分為剝落與龜裂。卷邊接縫部所產生的漏泄是因為卷邊接縫部的剝落而引摯的松弛或是因為卷邊接縫部的一地方產生了龜裂而引起的。因此所謂卷邊接縫部的強度是指相對于由于剝落而產生的松馳及相對于龜裂這兩現象的阻抗力。
在卷邊接縫部的中央部所加上的擠壓,在使該卷邊接合部所剩的空隙變得極小的同時,形成了一個具有對抗松弛的并牢固地嚙合了的卷邊接縫部。
為了防止卷邊接縫部的松弛而在對卷邊接縫部整體上擠壓時,有時卷邊接縫部會有龜裂產生,這是受到過剩的加工硬化外力而產生的。這大多位于卷邊接縫部的頂部或底部的筒側,因此,最理想的是只對卷邊接縫部的中央部施壓,并且對使用的鋼材進行適當的選擇。另外,受到外力沖擊最多的沖擊力最大的是卷邊接合部的頂部,與此相比,卷邊接縫部底部所受的沖擊機會要少,沖擊力也小得多。因此如鋼材經過適當選擇后,對卷邊接縫部的底部與中央部同時進行擠壓也無妨。
在本文所述的鋼桶卷縫設備中,端部彎曲整型擠壓輥的成型槽的第1角部特設了含有比頂和底的厚度要小的二種不同圓弧組成的槽(以下稱凹部),將頂和底法蘭的尖端部,在離開桶身法蘭的尖端位置上,彎曲成V形。通過該端部彎曲,桶身及頂和底法蘭就能容易地被卷成三重。
對桶身及頂和底法蘭的端部彎曲及卷邊接縫部的擠壓成型,均采用端部彎曲整型擠壓輥進行,所以,沒有必要再另外準備端部彎曲或擠壓的另外各種專用輥。因此,在二個階段的操作階段中能有效地使用一個輥,使得制作設備簡化并提高作業效率。
在端部彎整型輥的成型槽中,第1角部上設有截面形狀為二個曲線的弓形凹部。頂和底法蘭的尖端部沿著該凹部的二個曲線中的最初的曲線,先通過較大曲率半徑(板厚的2.0—2.5倍程度)的凹部,然后再通過較小曲率半徑(板厚的0. i~i.o倍程度)的凹部,通過第二個凹部時,以90度到150度之間的角度(理想角度是120度到140度之間)進行端部彎曲。接著,端部彎曲整型擠壓輥停止動作。在待機的同時,卷邊輥開始對法蘭部進行滾軋。卷邊輥的成型槽其截面形狀大致呈螺旋狀,所以頂和底的法蘭部會合理地局部地不受過度加工地繼續形成螺旋狀的卷入部,直至碰到桶身法蘭。這時,頂和底法蘭的尖端部的彎角為280度以上。第一周的螺旋卷狀在形成后,順次由卷邊輥完成三重卷(7層卷)邊,在卷邊接縫部的中央,各法蘭端部處于不結合狀態。
在那里卷邊輥停止,后退。同時,端部彎曲整型擠壓輥將卷邊接縫部擠壓成型端部彎曲整型擠壓輥成型槽的凹部對卷邊卷縫部的伸出部進行整型,而端部彎曲整型擠壓輥中央三娟蘚縫部的中央部使其成型。另外,還對卷邊接縫部的突出部的形狀進行整型。
下面,參照圖例進行說明。
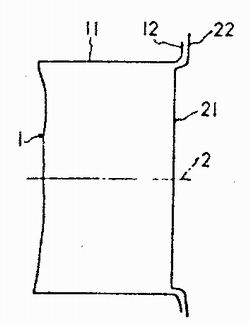
第1圖是在桶身上嵌入了頂和底狀態時的簡略截面圖。
表示在卷邊接縫工序的前階段,圓筒狀桶身11上嵌入盆狀的頂和底21了的狀態。如圖所示那樣,桶身11的兩端部,相對于筒軸2呈直角向外方彎曲,形成法蘭120并且,頂和底21的周邊部分也沿著桶身法蘭12向外彎曲,形成法蘭22。
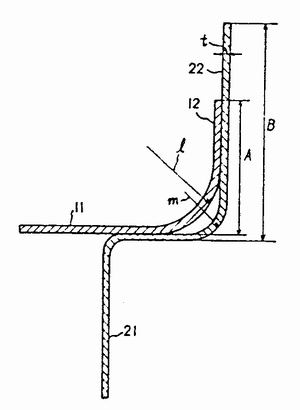
第2圖是桶身與頂和底的法蘭部(即第1圖所述的法蘭12、22的部分)的放大截面圖。
如圖所示,12、22的基部被彎成r為L、m的曲率半徑,并且頂和底21的法蘭22比桶身1 1的法蘭要做得長。法蘭的長度A、B必須是卷邊接合部可卷成三重的長度。法蘭基部的r(曲率半徑)的尺寸L、m要能適合法蘭12、22順利地進入卷邊輥的成型槽中,并能彎曲成型。
根據經驗,如下的尺寸是合適的:
L=( 10-16)×t
m=(5~10)×t
其中,t是板厚。
卷邊接縫夾緊裝置嵌入桶身與頂和底并保持定位,由卷邊輥進行卷邊接縫。
第3圖是卷邊接縫裝置的正面圖。卷邊接縫夾緊裝置31被裝在基板32上,與基板32成一體,由驅動軸33帶動,沿著箭頭c方向被帶著轉動。并且,卷邊接縫夾緊裝置31被嵌入頂和底21的凹部,桶身11與頂和底21通過卷邊接縫夾緊裝置31來保持定位。
與卷邊接縫夾緊裝置31接近處設有卷邊輥41及端部彎曲整型擠壓輥51,兩輥41、51沿著圓周方向,分別與垂直的中心線N相隔適當的間距(例如15度夾角)排列著。兩輥41、51由套管所引導,在能升降的下壓部件62的下部,由軸63支撐著,轉動自如,通過桶身及頂和底的卷邊接縫部分,隨著卷邊接縫夾緊裝置31的轉動而從動轉動。升降部件62的頂部被裝有能自如的轉動的觸頭輥64,該觸頭輥64與凸輪65相接觸。通過凸輪65的轉動,下壓部件62就隨著升降,卷邊輥41及端部彎曲整型擠壓輥51就在卷邊接縫夾緊裝置31的半徑方向上運動。
與卷邊接縫夾緊裝置31相鄰設有導向裝置7 1。導向裝置71與卷邊輥41以順時針方向隔開適當的間隔(例如呈45度夾角)而放置著。導向裝置71通過設在這里的導輥(沒有圖示)起著將桶身及頂和底法蘭正確地導入的端部彎曲整型擠壓輥51及卷邊輥41的成型槽中的作用。

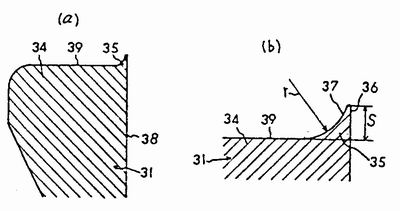
第4圖是卷邊接縫夾緊裝置的剖面圖。
如圖所示,卷邊接縫夾緊裝置31的圓筒成型部34上設有截面形狀幾乎為三角形的圓角35,圓角35,圓35的一個面36是沿著基準面38延伸的,對應于卷邊輥41的導入側面48(見第五圖)。并且圓角35的另外一個面呈圓角斜面下面稱圓角斜面37),當卷邊輥41與卷邊接縫夾緊裝置31接近時,對著如第5圖所示卷邊輥的成形槽42的出側角46。
圓角斜面37是一個凹曲面(輪廓線為1/4的圓弧)其曲率半徑r及上升高度S的理想狀態為:
r≥1.5t
s=(1.0-3.5)t
其中,t為板厚
如果使用具有這樣成形面的卷邊接縫夾緊裝置,卷邊接縫部的內緣角會平滑地被彎曲,沒有棱角,并能得到牢固緊密的卷邊接合部,,但是,在使用卷邊接縫夾緊裝置時不一定必須圓角。卷邊輥41是在桶身1 1及頂和底2 1的法蘭12、22重迭時狀態中進行彎曲成型和卷邊接縫動作的。
◆本文后續:鋼桶桶身與頂和底間的卷合(2)
|

