|
談鋼桶的表面處理(2)
上海徐工涂料技術有限公司 徐國興
2.除油
除油主要用于冷軋板鋼桶。前文已說過,冷軋板表面涂有防銹油。防銹的基礎油有礦物油、植物油、動物油等。植物油、動物油能與堿起皂化反應,所以稱為皂化性油。礦物油不會與堿起皂化反應,所以稱與非皂化性油。—般油類均不溶于水,只溶于有機溶劑,所以只能通過皂化、溶解、乳化、電解、超聲波等手段來除油。由于電解除油和超聲波除油工藝未應用于鋼桶,以下只探討冷軋板鋼桶的皂化、溶解、乳化除油工藝。
①皂化除油 皂化除油是利用堿和堿性鹽使皂化性油,脂皂化的除油方法。一般采用的堿和堿性夢亨氧氧化鈉、碳酸鈉、磷酸三鈉、焦磷酸鈉、硅酸鈉等,一般以氫氧化鈉為主。它與皂化性油脂的反應方程如下:
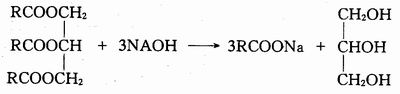
氫氧化鈉是強堿。它有很強的皂化能力,且具有一定的乳化作用。但是用氫氧化鈉除油時,油脂還能發生水解反應,生成難溶的皂類。清除它比較困難,所以氫氧化鈉在皂化除油液中的含量一般不超過lOOg/l。
碳酸鈉能起到皂化和軟化jL的作用,對于凝膠狀油脂具有潤濕作用,對溶液的PH值有良好的緩沖作用。
硅酸鈉具有良好的滲透和乳化作用,但遇酸會生成難溶的硅膠,粘附在工件表面,對后工序帶來影響,這是要注意的。
磷酸三鈉除具有碳酸鈉的優點外,它的磷酸根還具有絡合作用,能絡合許多金屬離子,使金屬表面易被水洗凈。
氫氧化鈉 80~100 g/l
磷酸三鈉 10~40 g/l
碳酸鈉 20~30 g/l
硅酸鈉 5—25 g/l
工藝條件:
浸入法: 80~90℃ 12—15分鐘
噴射法: 60~80℃ 2-3分鐘
提高溶液溫度能加快除油的速度,但溫度太高造成能耗過大,且能使某些表面活性劑分解,所以對個多數皂化除油液來說,適宜的溫度為80℃以下。
除油時,如在堿性溶液中加以攪拌、噴射等機械作用,可以改善除油的效果。這是因為在機械作用力下,堿溶液不斷地沖刷鋼桶表面,使粘附在鋼桶表面的防銹油和其它油污能較快地被清除.
水的硬度高低也影響堿性溶液的除油性能和效果。水的硬度高,除油效果差。為了使水軟化,可在溶液中加入微量的三聚磷酸鹽、三乙醇胺油酸皂等。
皂化除油可根據情況采用浸入法或噴射法。噴射法處理時間短>效果好,但設備投資較大;浸入法處理時間長,效果不如噴射法,但設備投資較小.
②溶解除油 溶解除油是利用有機溶劑!對油脂的溶解能力,以去除錒桶表面的防銹油及油污。常用的有機溶劑有汽油、煤油、松香水、含氯有機溶劑等.
含氯有機溶劑溶解力強,沸點低,經蒸餾易回收,便于重復利用,而且不易爆,不錫燃。其中,最具代表性的含氯有機溶劑是三氯乙烯,它的應用最為廣泛。
三氯乙烯溶解油脂的能力特強。在50℃時比汽油的溶解能力大7倍,又不易燃燒,所以深受用戶的歡迎。
溶解除油的方法有浸洗、噴漆、蒸汽除油三種。由于浸洗和噴淋法均大同小異,故此處只介紹蒸汽除油。
由于三氯乙烯沸點低(86.7℃),易產生蒸汽,比重又大(1.462),所以其產生的蒸汽全部沉于空氣的底層,利用此種特性制造除油設備。
用于鋼桶的三氯乙烯除油設備是一個長槽。長槽的上半部是一個向下凹的兩端是弧形的輸送鏈。從長槽的始端向下,然后水平地走向末端,在末端處再向上送出槽外。槽的下半部是三氯乙烯溶液。液面高度為槽的1/3,輸送鏈加上鋼桶的高度(鋼桶臥放)在液面以上的1/3,也就是三氯乙烯溶液加鋼桶的高度約占槽的總高度的2/3。在槽的總高度2/3多一點,即距鋼桶上面稍高處裝有通冷卻水的紫銅蛇形管。這樣,三氯乙烯蒸汽遇到蛇形管時,就冷凝成液體流回槽中。從而,它的蒸汽只能停留在槽中而不會外溢。
當鋼桶通過輸送鏈浸入三氯乙烯蒸汽的時候,三氯乙烯的蒸汽冷凝在鋼桶表面,溶解鋼桶表面的油脂。隨著鋼桶在槽中前進,此液體越來越多,最終將溶解下來的油脂帶人槽中。藩就是三氯乙烯蒸汽除油的過程。
三氯乙烯對鋼桶無腐蝕性。當受到光和高溫時會引起分解ot在混入水份時,會分解成鹽酸,從而降低了除油的效果和造成腐蝕,所以應加人二乙胺、三乙胺、四氫呋喃、三丙胺,吡啶等穩定劑。中般加入量為0.05—0.2%。當三氯乙烯中酌含油量在25%以上時,應進行蒸餾再生,否則沸點上升,且難以除盡油脂。
③乳化除油 乳化除油是利用乳化劑(即表面活性劑)的潤濕、滲透、乳化、分散、增溶等能力,除去工件表面的防銹油及油污。
乳化劑c表率活性劑,是由、親水基團和親油基團結合構成的化合物。它能吸附在油水互相排斥的界面上,降低它們之間的界面張力。它的各項功能隨著它的親水親油平衡值(Hydrophile - Lipophile Balance),即H.L.B值的不同而不同。
H.L.B=(親水基團分子量/總分子量)×20
H.L.B=3~6時 主要作為水油型(W/O)乳化劑。
H.L.B=7~9時 主要起潤濕作用。
H.L.B=8-18時 主要作為油水型(W/O)乳化劑。
H.L.B=13-15時 主要起洗滌作用。
H.L.B=15~18時 主要起增溶作用。
我們用于鋼桶表面去油的乳化劑,其H.L.B值大多在13-15左右。這樣的乳化劑除有著較好的油水型(O/W)乳化作用外,還具有洗滌油脂作用和增溶作用。
當乳化劑(表面活性劑)水溶液與金屬表面油脂接觸時,乳化劑中的親油基團與油脂產生親和作用,而另一端的親水基團則使水分子對油脂分子實現包圍,形成非常小的微粒,并從金屬表面剝離,從而在客觀上,實現將金屬表面的油“溶解”到水中,達到了去油的目的。
目前,用于去油的乳化劑(表面活性劑)主要有非離子型和陰離子型兩類。常用非離乳化劑有TX-10(即聚氧乙烯醚烷基酚),6501(即十二烷基二乙醇移胺)、6503(即6501與磷酸酯化的生成物)、三乙醇胺油酸皂等。常用的陰離型乳化劑有A.B.S(即烷基苯磺酸鈉),A.S(即烷基磺酸鈉)等.
乳化劑去油的用量一般在整個水溶液中占到0.5~6%之間。使用溫度一般在50-90℃之間。噴淋法處理時間為2分鐘左右,浸漬法為5-15分鐘o
一般乳化除油配方如下:
平平加 0.3~1.0%
聚乙二醇 0.2-0.6%
油酸 0.2~0.7%
三乙醇胺 0.8~1.3%
亞硝酸鈉 0.1-0.5%
水 余量
此配方具有防銹作用,去油條件為50℃,3-5分鐘.
3、磷化
磷化處理是將鋼鐵制件置于含有磷酸、磷酸鹽和其它化學藥品的稀溶液中轉變為完整的磷酸鹽膜層的工藝。
磷化膜具有較高的電絕緣性質,與鐵基體結合非常牢固。其表面呈粗糙狀態;所以與油漆具有非常牢固的結合力。磷化膜具有較好的抗蝕能力。在涂漆之后抗蝕能力更強。磷化膜的缺點是機械強度低,較脆。所以,:對于鋼桶最好是上了底蓋以后進行磷化處理。否則,上底蓋時,卷邊部分磷化膜可能產生裂紋,從而影響抗蝕能力。
磷化防蝕處理的歷史非常悠久,考古挖掘出公元前80年左右羅馬時代的鐵器就有磷化處理的薩跡。據分析,其成份為磷酸鐵.1905年,考斯勒特(COSLET)把鋼鐵浸于沸騰的磷酸浴中,成功地在其表面形成了磷酸鐵皮膜,并取得了專利。同年,愛倫(Allen)使磷酸錳的稀釋水溶液處于沸騰狀態,然后把鋼鐵浸漬于其中,發現表面也生成了具有防銹能力的薄膜。基于這些技術的產生,美國的帕克(Parken)兄弟成立了P.R.P(Parker rust prarf)公司使磷化技術企業化。幾乎同時,當時專營磷化的美國化學涂層(Amercercan Chemical Paint)公司也成立了。在隨后的數十年中,隨著時代的變遷,作了許多改進。到了今天,磷化處理溫度從只能在沸騰狀態擴展到常溫范圍內可調。處理方法也得到了長足的進步,適應了近代工業的生產,從而,成為重要的金屬表面處理方法。
磷化處理,因磷化處理劑的不同,生成的皮膜也不同。現在使用的成份大致有如下3種:磷酸錳系、磷酸鋅系和磷酸鐵系。用于鋼桶的一般為鋅系和鐵系。磷化膜是磷酸鹽溶液與金屬鐵相互作用生成的,將磷酸錳,鐵鹽或磷酸二氫鋅加水溶解,使磷酸鹽產生水解:

式中,Me代表錳、鐵、鋅離子
隨著溶液的加溫,磷酸鹽繼續水解

將已經過去油、去銹處理的鋼桶放入磷化液中,金屬鐵就與磷酸相互作用;并產生部分溶解,并在游離酸的作用下形成以下的反反應:
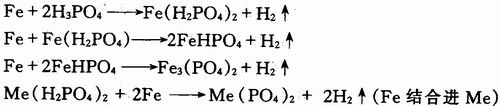
同時,磷酸二氫鹽開始在鐵金屬表面進行排列:

不溶性的磷酸鹽在金屬表面結晶沉淀,形成磷化膜:

隨著鐵金屬表面上磷酸鹽結晶沉淀,磷化過程隨之減慢,當整個金屬表面被磷化膜全部覆蓋后,磷化過程就結束了。
磷化液的一般配方(鋅系及鐵系)如下:
配方1:
磷酸 10~18 g/l
氧化鋅 5-9 g/l
亞硝酸鈉 0.1-0.9 g/l
氯化鈉 0.5-1.5 g/l
硝酸鈉 0.1-0.5 g/l
配方2:
磷酸二氫鐵鹽 4-10 g/l
硝酸鋅 5~11 g/l
氧化鋅 0.4-0.8 g/l
氟化鈉 0.3-0.5 g/l
一般來說,.鋅系磷化膜具有良好的防腐蝕能力,表面呈晶態,與鐵基體和油漆均具有良好的結合力。鐵系磷化膜是非晶態的,即是無定形的,相比來說成本較低,但抗蝕能力不及鋅系,且磷化膜層相對較薄。
磷化處理方法可分為浸漬法和噴淋法。一般來說,浸漬法相對設備投資較少,但處理時間要長些,且效果不如噴淋法。因為在磷化液中,與鐵金屬靠近的界面相對穩定,金屬表面被溶解下來的陽離子會很快達到飽和,從而干擾磷化膜的形成,還有一部分變為沉渣。然而,構成磷化膜的陽離子嚀甲不斷擴散到金屬表夕歹產生貧乏。所以,鋼桶磷化若采用浸漬法,最好要加強磷化液的攪拌。
浸漬磷化的設備只需幾個能夠加熱溶液的槽。此槽可用不銹鋼或碳鋼內襯玻璃鋼制成。槽要敞口,以免氫氣聚積發生爆炸。磷化槽要有足夠的容量,使磷化液的溫度和濃度都比較容易保持穩定。一般來說,鋅系磷化時,1m2金屬表面需100L磷化液的容量。槽的深度應保證鋼桶的最低點距離槽底30cm以上。槽底應略傾斜,以便沉渣的排放。磷化槽內應加水管、排液管和加熱器。可用水蒸汽、電或煤氣加熱。蒸汽管、電熱管應設在槽的一側,另一側最好裝螺旋漿式攪拌器。加熱的能量必須保證在2小時內將磷化液加熱到所需的磷化溫度。然后,要確保槽溫在需求溫度的±5~10%的精度范圍內。
浸漬磷化后要馬上進行水洗。若水洗也采用浸漬怯,則、水洗槽應加有進水管、排水管、溢流裝置、加熱器、攪拌器。最好在槽的上部加設噴淋裝置,以充分清除磷化膜表面的覆蓋物。
若采用噴淋磷化,則最好從除銹、除油開始全部采用噴淋。這樣,鋼桶整個漆前處理流水線,設計在一條直線(或U型線)上,通過一個完全密閉的隧道。在隧道中,各種處理液在不同的隔離室內,從不同的角度噴射到鋼桶上。每個隔離室都設有貯槽、泵和噴咀。在相鄰隔離室之間設有排液區,盡量減少交叉污染。噴咀有旋渦?型和V型兩種。旋渦型可噴射出旋轉的空心錐形噴液,噴射量一般為20-25l/mm,噴口距鋼桶30-40cm時效果較好。V型噴咀可噴射出具有一定厚度和張角60°的扇形噴液,沖擊力比旋渦型大,但噴液量略小。噴液壓力一般要O.1MPa以上,但流量比壓力更為重要,泵的流量一定要滿足噴咀流量的要求。貯液槽的容量一般為泵流量的2.5-3倍。鋼桶在輸送鏈上邊自轉,邊前進,最好略帶傾斜,以便流出桶內積液。
磷化處理的溫度根據磷化配方的不同而不同。一般來說,分為熱磷化和冷磷化。
熱磷化一般是將磷化液加熱到60℃以上,95℃以下進行磷化處理的。熱磷化得到的磷化膜耐蝕性、結合力、硬度和耐熱性都比較高,磷化速度也快。缺點是蒸發量大,成份變化較快,能源消耗大。
冷磷化一般是在室溫下進行的。其優點是:不需加熱,磷化膜的結晶較細,成本低。缺點是:磷化膜的厚度較薄,耐蝕性和結合力相對差些,耐熱性也不如熱磷化。
磷化處理關鍵是控制總酸度、游離酸度及亞鐵離子濃度。總酸度是指各種金屬離子水解后產生的酸度。游離的度是指磷酸二氫鹽水解后產生的酸度d總酸度升高能加速磷化反應,使磷化膜層薄而密;總酸度過低則磷化速度慢,磷化膜厚而粗。游離酸度過高使磷化時間延長,磷化膜松而多孔,并使磷化液中亞鐵離子增加,沉淀二奶增多;游離酸度過低,使磷化膜變薄,甚至不成膜。
一般來說, 馬日夫鹽或磷酸二氫鋅含量增加5~6g/l時游離酸度升高一點,總酸度升高五點;增加硝酸鋅20g/l總酸度可升高十點;增加氧化鋅0.5g/l,游離酸度下降一點。降低總酸度可通過加水來實現。
當兩者的酸比在6-8時浸漬法磷化效果最好;當酸比在15-25時,噴淋法磷化效果最好。亞鐵離子一般控制在1-3g/l左右為好,它可通過雙氧水來調節。
三、廢水治理
漆前處理的主要工序為去油、酸洗、磷化等。由這些工序產生的廢水主要含有油、酸、Zn2+、Fe2+等污染離子。廢水治理的目的就是要使這些污染物達標排放。
一般來說,鋼桶除下的油很少,而且已經乳化或皂化;用水稀釋后容易達到排放標準。酸性廢水的處理則主要是通過加入石灰或碳酸鈉、氫氧化鈉進行中和。如果去油方法是用堿性麥的,則二者中和到PH=6~9之間即可排放了。對于Zn2+、Fe2+等離子可通過學沉淀法去除,在此不多介紹了。
愿漆前處理得到國內各桶廠的足夠重視。
|

