|
几种折弯展开计算方法
文/凤巢
1、90°折弯(一般折弯)。
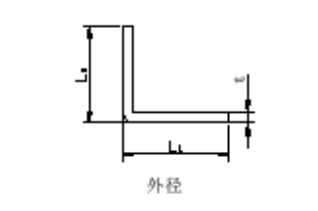
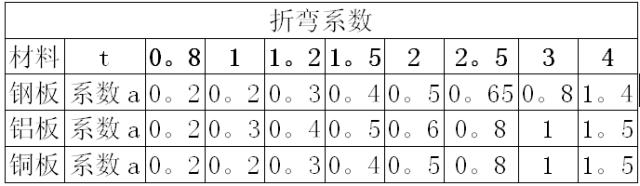
展开的长度为:L=LL+LS-2t+系数a。
系数a的经验值如下表
2、压死边。
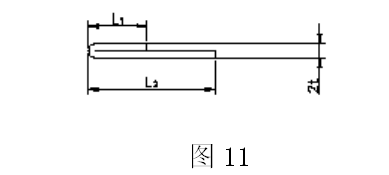
如图11所示,压死边是两层重叠在一起的折弯形状,通常用来起加强作用,因此2.0mm以上的板很少见压死边。它也需要用特殊折弯模具成形,而且要分为两道以上的工序才能成形,压死边折弯的展开长度计算公式为:

3、压筋。
1)倾斜压筋。
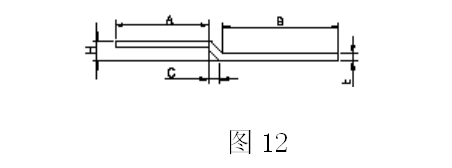
如图12所示,此压筋为一斜面,一般H值较小,其展开长的计算式为:
L = A+B+C+0.2
注:A、B、C = 内尺寸,0.2=补偿值。
2)直角压筋。
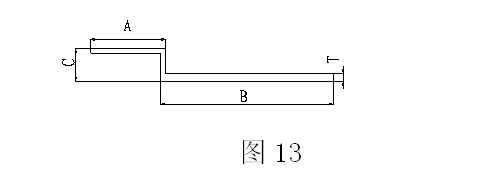
如图13所示,压筋边为直立边,一般其C值较大,展开长的计算式为:
L = A+B+C-4T+2a+0.5
注: A、B = 外尺寸
C = 包括两层板厚的高度;
a = 90°折弯的系数;
0.5 = 补偿值。
3)平行压筋。

如图14所示,压筋最大值仅为H=2t,其展开长度的计算式为:L = A+B+H+0.2
注:A、B = 内尺寸;
H = 压筋高度;
0.2= 补偿值。
由于压筋高度主要靠增减压筋模具的调整片来保证,并且操作员各自的经验不尽相同,因此有时会出现折弯后虽然高度达到要求,但整体展开尺寸过大或过小的情况,这时要根据实际的偏差来调整。
|

